The Frustration of Flaky Prints: Why Eco-Filaments Challenge Layer Adhesion (UGC Insights)
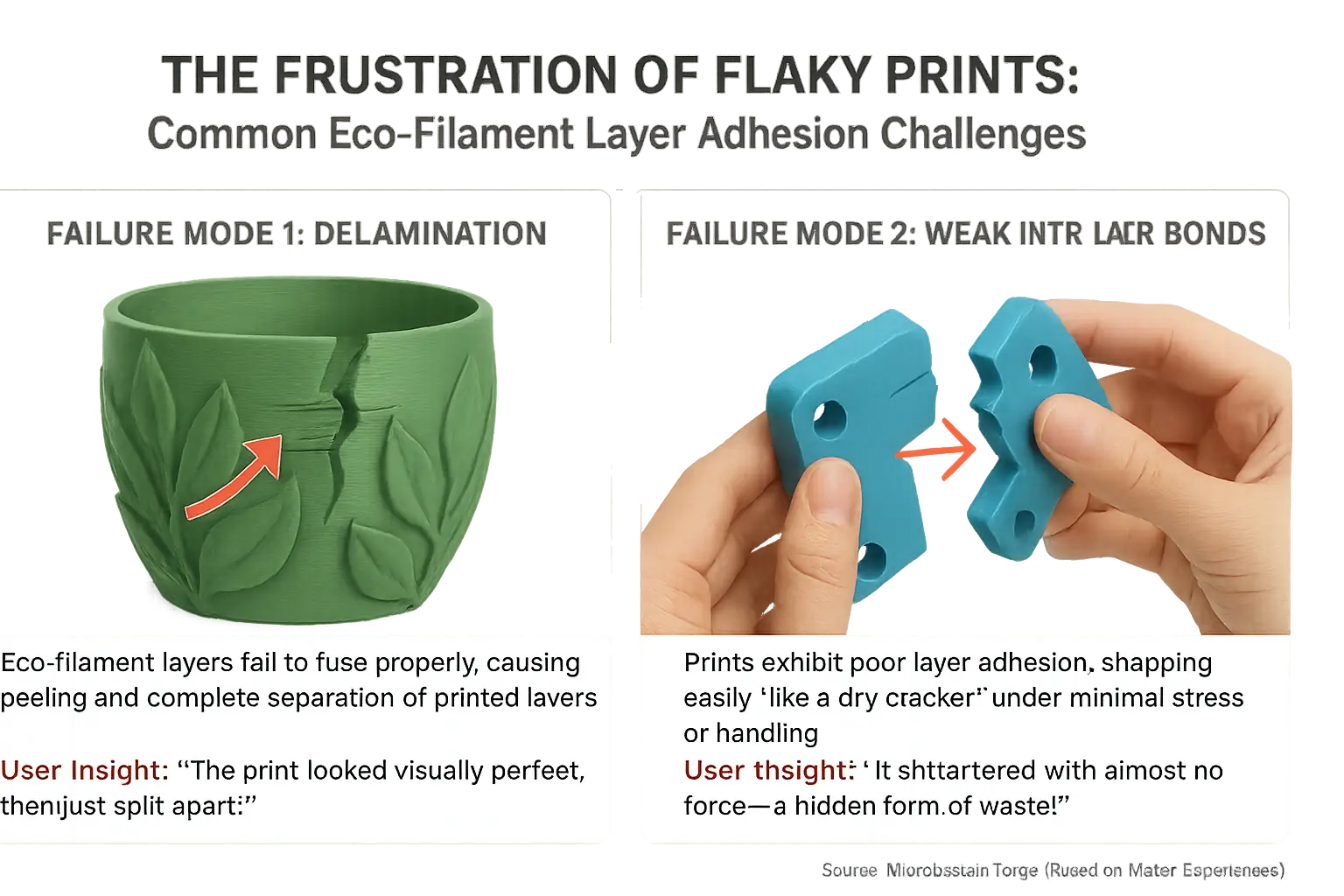
Ever pulled a 'finished' 3D print off the bed? It snaps. Like a dry cracker. That's the layer adhesion nightmare. Many eco-filament users experience this exact frustration. These materials truly benefit our planet. But they often introduce unique layer bonding challenges. Strong prints become elusive.
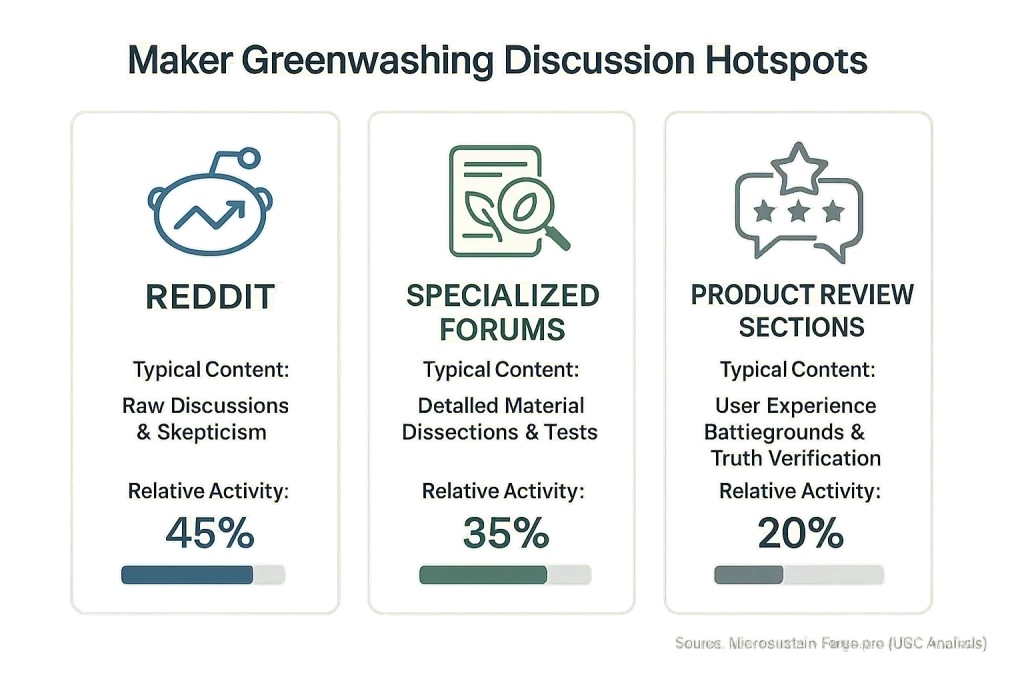
So, what causes this? Our analysis of maker forums reveals a common culprit. The very properties making filaments eco-friendly can interfere with layer 'stickiness'. Different additives are often involved. Recycled content also contributes to this issue. Marketing materials seldom highlight these practical challenges. This frequently results in prints that appear visually perfect. Yet they shatter under surprisingly minimal stress. A hidden form of waste.
Mastering eco-filament layer adhesion is absolutely crucial. It directly creates functional, truly sustainable prints. This skill truly empowers the eco-conscious maker. Weak prints just generate more waste. They consume your valuable workshop time. We have gathered practical, community-vetted solutions for this exact problem.
Interactive Troubleshooter: Diagnose Your Eco-Filament Layer Adhesion Problem
What's Your Layer Adhesion Headache?
Makers report common symptoms. This guide helps diagnose layer separation. Match your issue. Find likely causes.
-
Symptom: Layers peel apart easily. Like stacked chips.
- Community experiences suggest: Nozzle temperature is too low. Eco-filaments need precise heat.
- Community experiences suggest: Print speed is too high. Layers lack fusion time.
- Community experiences suggest: Under-extrusion starves the bond. Check your extruder. Calibrate e-steps.
- Community experiences suggest: Filament absorbed moisture. Wet material creates weak, steamy layers.
-
Symptom: Excessive stringing or oozing mars surfaces.
- Community experiences suggest: Nozzle temperature is too high. Molten plastic flows uncontrollably.
- Community experiences suggest: Retraction settings need tuning. Filament dribbles during non-print moves.
- Community experiences suggest: Damp filament can worsen oozing. Steam pushes material out.
-
Symptom: Print corners lift. Warping pulls layers apart.
- Community experiences suggest: Bed temperature is inadequate. The first layer fails to anchor.
- Community experiences suggest: Poor bed adhesion is common. Clean the build plate. Consider an adhesive.
- Community experiences suggest: Part cooling fan is too aggressive. Especially for initial layers. Reduce fan speed.
- Community experiences suggest: Drafts destabilize print temperature. Shield your printer.
-
Symptom: The finished print feels brittle. It snaps unexpectedly.
- Community experiences suggest: Wet filament is a prime suspect. Dry your material thoroughly.
- Community experiences suggest: Insufficient nozzle temperature prevents strong fusion. Increase it slightly.
- Community experiences suggest: Old or poorly stored eco-filament degrades. Its properties weaken over time.
This tool pinpoints common culprits. Think of it as a community-powered shortcut. True layer adhesion requires holistic tuning. Temperature, speed, and material state all matter. User reports show multiple factors interact. A single change seldom provides the full answer.
These findings offer a strong starting point. Calibrate from here. Every printer behaves uniquely. Filament batches also show slight differences. Diligent adjustments achieve reliable prints. Discover detailed fixes in the following sections.
Slicer Settings for Rock-Solid Eco-Adhesion: Community-Vetted Parameters
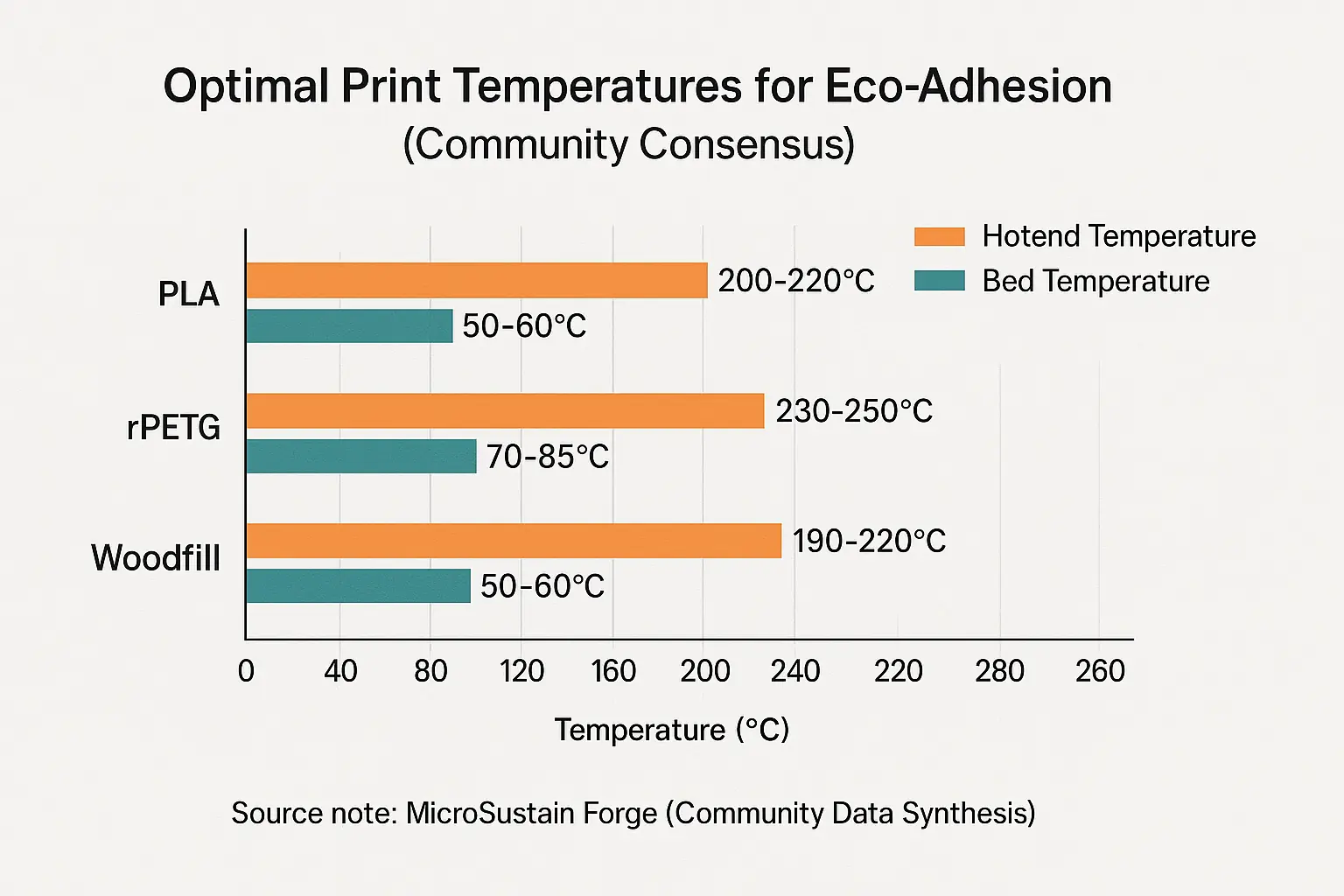
Your slicer settings are a powerful weapon for layer adhesion. Hardware clearly matters. But these settings offer direct control. Eco-filaments often demand slightly different parameters than standard plastics. Makers consistently find this. Our deep dive into community discussions has uncovered key 'sweet spots' for these materials. These insights are distilled from thousands of maker experiments.
Hotend temperature is critical. Too low? Layers will not fuse. Too high brings stringing or oozing. Community consensus shows eco-filaments, especially recycled types, often need hotter settings. These are typically at the manufacturer's upper recommended limit. Sometimes, makers find success slightly beyond that published range. This practice ensures proper melt flow for strong layer bonding. Bed temperature also plays a key role. A well-heated bed prevents warping; it anchors that crucial first layer.
Slowing print speed strengthens layer bonds. Outer walls benefit. Top/bottom layers too. Each layer gets more time to fuse. It's a simple trick. This yields big results, especially with tricky eco-composites. Cooling? A double-edged sword. Useful for overhangs. Detrimental to adhesion. Many makers reduce cooling drastically for the first few layers. Some even disable it for the entire print when strength is the priority and appearance is less of a concern.
Do not underestimate flow rate. A slight increase (think 1-3%) can sometimes provide just enough extra material. This helps create a stronger bond. This adjustment is especially helpful if your filament diameter is inconsistent. That is a common 'unspoken truth' with many recycled materials. View these settings as solid starting points. Your own iterative testing will dial in the best adhesion for your specific setup and filament.
Beyond Settings: Advanced Techniques for Tricky Eco-Filaments (UGC Masterclass)
Perfect slicer settings sometimes fall short. Certain eco-filaments remain stubborn. Makers then pull out advanced techniques. These are the big guns. Countless failed prints forged this wisdom. These methods are often unspoken truths. You will not find them in basic guides. Our community data mining uncovers these secrets.
Experienced makers swear by annealing PLA prints. This powerful trick improves prints. Yes, it adds a post-processing step. Users consistently report a dramatic increase in part strength. Layer fusion also significantly improves after controlled heat treatment. What is annealing? It involves gently heating parts to relieve stress and improve crystal structure. Another essential: printer enclosures. Enclosures provide consistent layer bonding. This is especially true for sensitive eco-materials. Drafts ruin prints.
Print bed adhesion is critical. We know this. Yet, some eco-filaments demand more. Composite filaments often present unique challenges. These materials thrive on specific surfaces. Textured PEI sheets are a community favorite. Even a thin layer of specialized glue stick can make a difference. Makers discovered these solutions. Painful trial and error led the way. Understanding these advanced approaches helps tackle common print failures.
The Silent Killer: How Filament Moisture Crushes Eco-Print Adhesion (UGC Warnings)
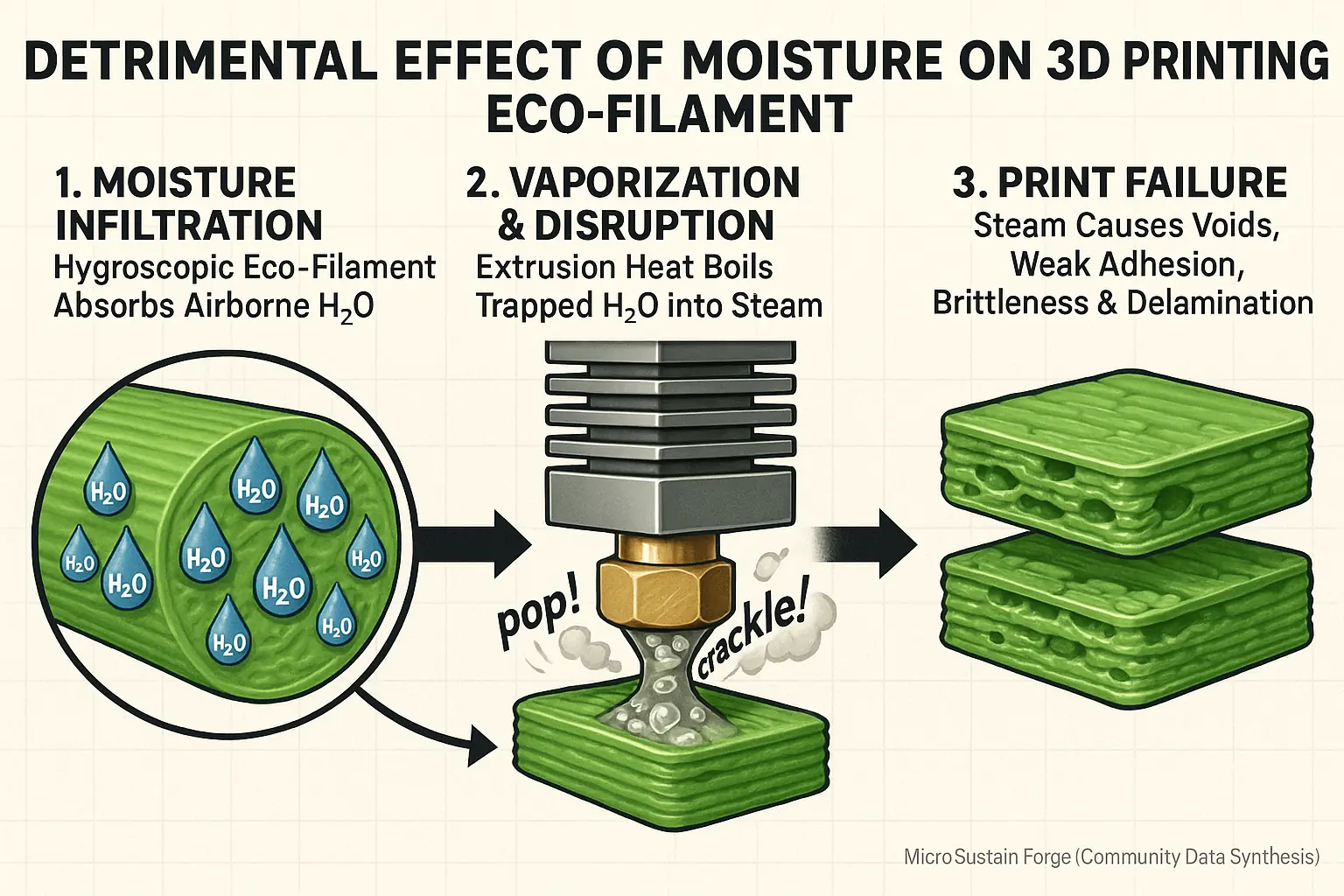
Moisture silently kills eco-prints. Many makers overlook this pervasive issue. If your eco-prints are suddenly brittle, stringy, or just refuse to stick, don't blame your slicer settings first. Blame the enemy you often cannot see: moisture. Our analysis of community discussions reveals many eco-filaments, especially popular PLAs and various composites, are highly hygroscopic. They eagerly absorb water vapor directly from the air.
When wet filament is extruded, the trapped moisture violently turns into steam. This process creates tiny, disruptive bubbles within the molten plastic. These bubbles interfere with the plastic flow. They prevent proper, strong fusion between successive layers. The immediate result? Prints that feel disappointingly weak. They often delaminate with very little effort. Makers frequently describe hearing a distinct 'popping' or 'crackling' sound from the hotend during printing. That audible sign is the steam escaping. That is your print's layers suffering damage.
Proper filament drying becomes absolutely essential. Secure, airtight storage is equally critical for maintaining that dryness. This is a common 'Aha!' moment for makers struggling with adhesion. Countless user threads confirm these preparatory steps are foundational, often more impactful than complex slicer adjustments for achieving strong, reliable eco-filament prints. Mastering filament moisture control is mastering print quality. (Find detailed drying methods and storage solutions on our dedicated resource page.)
Forge Stronger Eco-Prints: Your Path to Perfect Layer Adhesion
Flaky eco-prints can become history. Smart slicer settings are your first critical step toward success. Advanced adhesion techniques further bolster those essential layer bonds. Vigilant filament moisture control consistently prevents many common print failures. Your eco-creations will achieve surprising, reliable strength with these adjustments. Often, they even match or exceed the durability of traditional plastic prints. True success with eco-filaments nearly always results from combining these vital elements. Mastering layer adhesion is entirely achievable for the dedicated, informed maker.
Remember this: the path to flawless prints is paved with your experimentation. This iterative process actively forges your practical skill and deep understanding. The global maker community offers a vast reservoir of collective wisdom, hard-won through countless trials. MicroSustain Forge meticulously distills these user experiences, transforming them into actionable guidance for you. This concentrated knowledge becomes your most powerful asset in the workshop. Continue exploring new methods with courage. Share your discoveries, both triumphs and lessons learned, with fellow makers. Together, we are actively forging a more sustainable and responsible future for making, one beautifully strong layer at a time.