The Silent Saboteur: How Moisture Kills Your Eco-Filament Prints
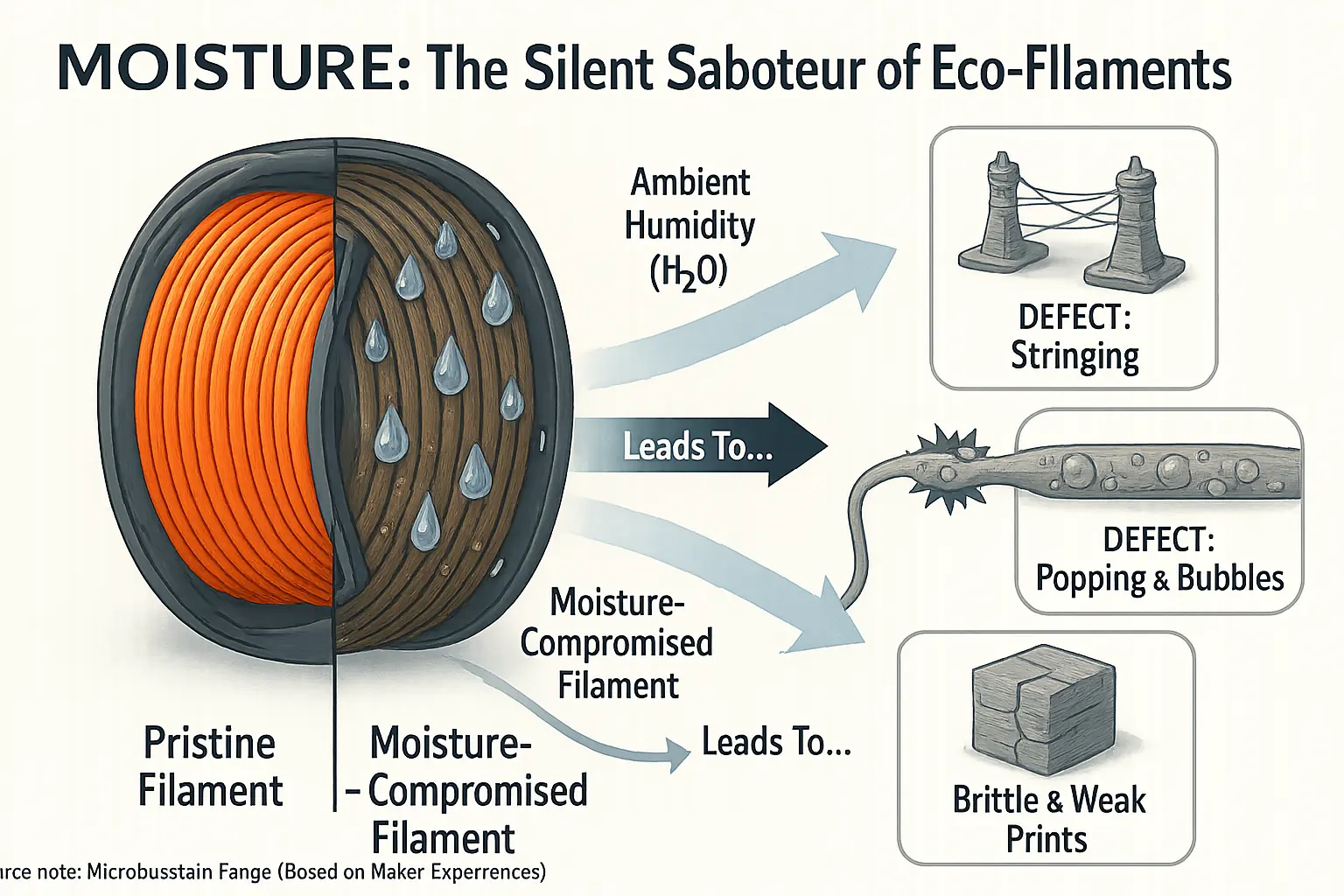
Your perfectly tuned printer suddenly sputters. Frustrating. The culprit? Often, it is moisture. This unseen enemy silently degrades your eco-filaments. Materials like PLA, PETG, and even advanced composites absorb ambient humidity. This absorption compromises filament integrity long before printing begins.
Moisture wages a tiny war inside your filament. It causes hydrolysis. This chemical reaction breaks down the material's polymer chains. Imagine water molecules infiltrating your precious spool. The printer's hotend then vaporizes this trapped moisture. Makers frequently describe hissing, popping, or even visible steam from the nozzle. These tiny steam explosions create bubbles, increased stringing, and those dreaded weak layers. Eco-filaments, by their nature, can be particularly vulnerable to this frustrating invasion.
Proper moisture management becomes absolutely essential. It directly impacts your print quality. Good practices also extend your filament's usable lifespan. Less waste benefits your wallet. It also helps our planet. Understanding moisture control empowers every eco-conscious maker. We will show you how.
The Tell-Tale Signs: Is Your Filament Thirsty? (UGC Symptom Checker)
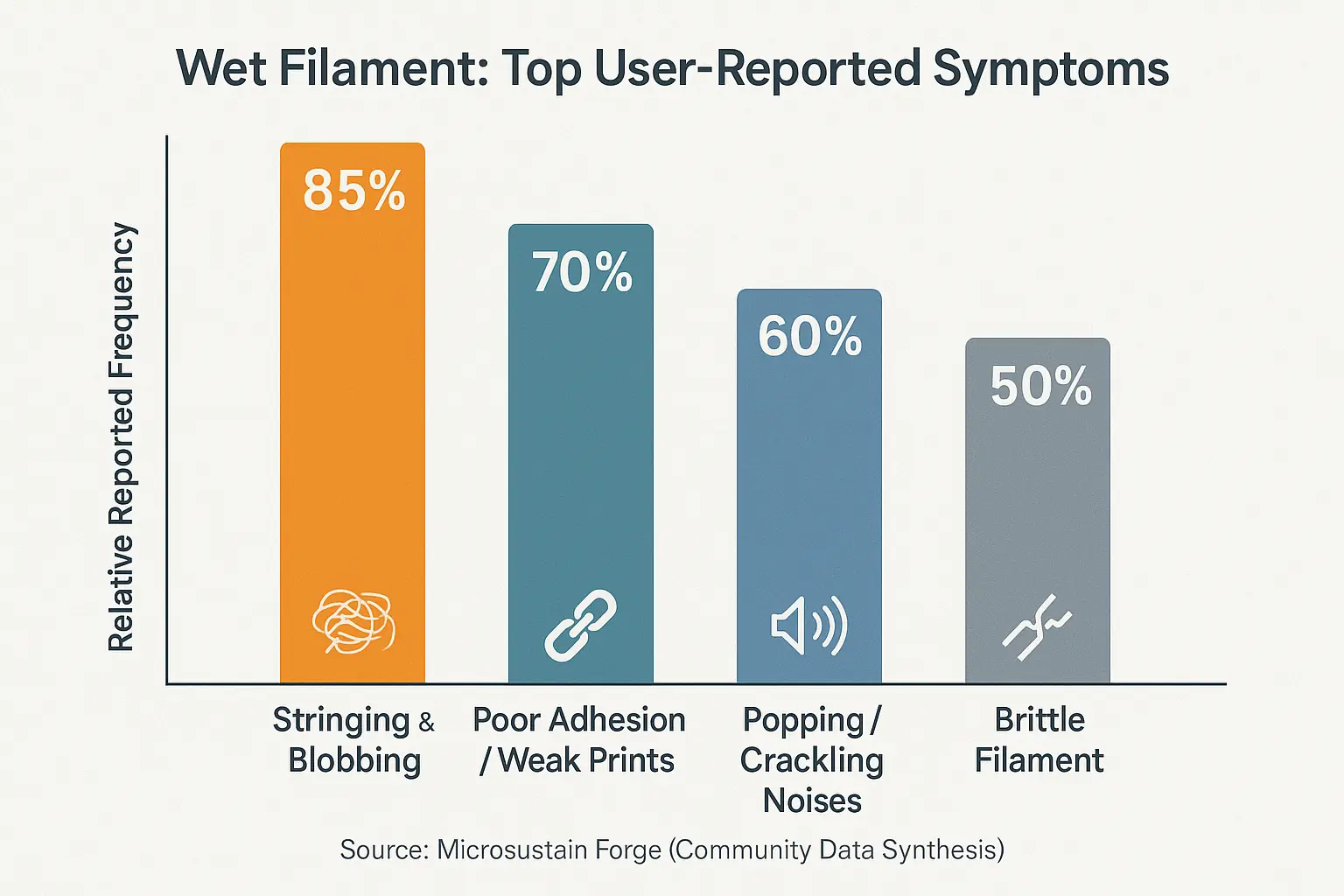
You've seen those weird print failures. Frustrating. Is your filament thirsty? Or are settings off? The maker community shares wisdom; their collective experience creates a clear symptom checklist to diagnose moisture.
Listen closely during printing. That distinct popping or crackling sound? A key clue. Users describe moisture vaporizing inside the hot nozzle, causing tiny steam explosions. Excessive stringing also signals wet filament, even with tuned retraction. Blobs often accompany these strings.
Filament brittleness is a key sign. Does it snap easily during handling? Prints also reveal moisture damage. Poor layer adhesion makes parts weak. Makers often describe prints feeling crumbly, a tell-tale sign of wet filament affecting strength and surface finish.
Recognizing these signs early saves immense frustration. It saves filament. It saves printing time. These are the red flags the 3D printing community consistently reports. Spot them, fix the issue, and print better.
Reviving Your Filament: Effective Drying Methods (UGC-Tested)
You've used the tool. You identified the likely moisture problem. You even picked a potential drying method. Excellent. Now, let's discuss making that chosen method genuinely effective. Drying filament appears simple to many. Community experience, however, reveals crucial nuances for real success.
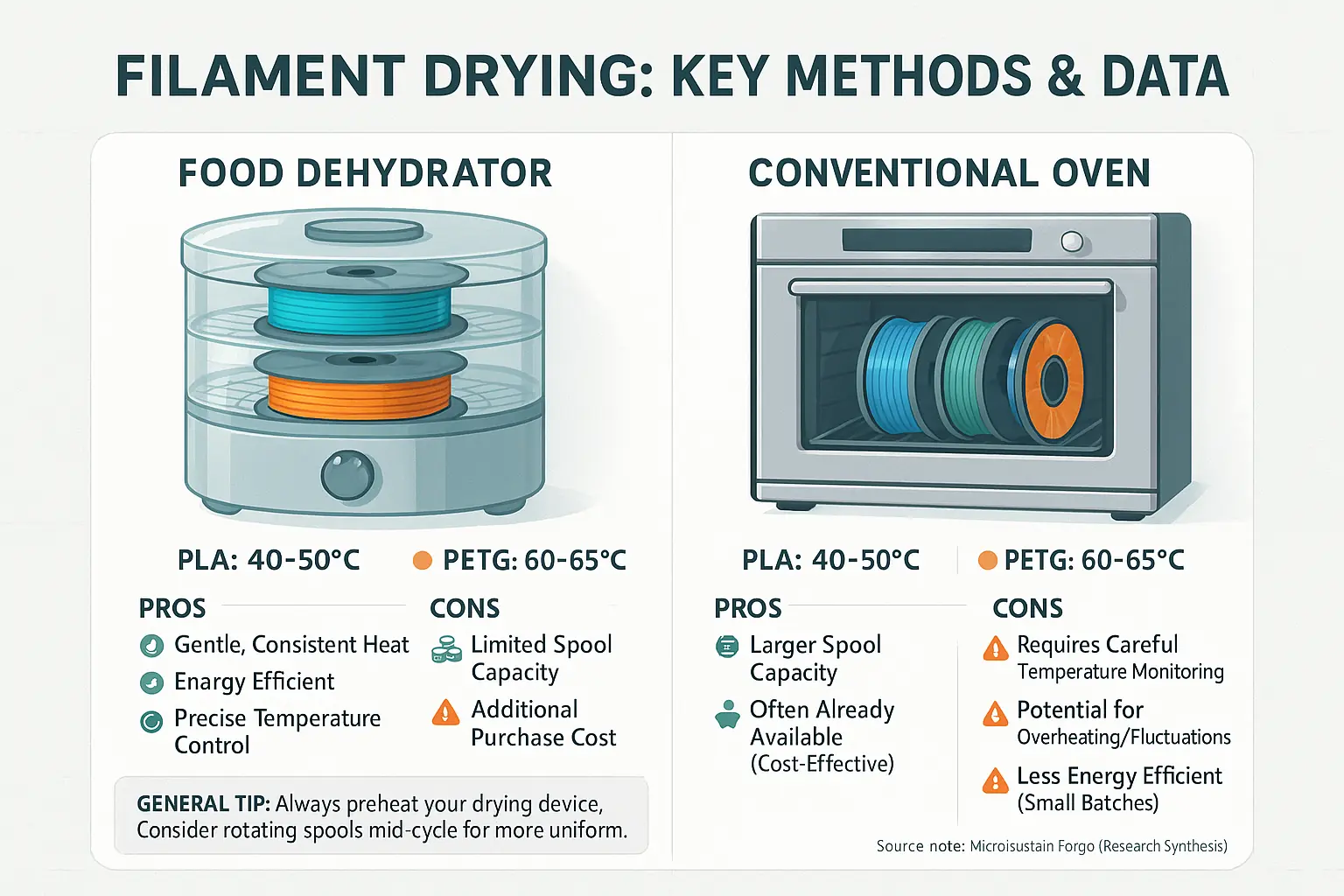
Many makers discover a hard truth from repeated trials. Simply tossing spools into a hot oven often fails to fully dry them. Consistent, gentle heat applied over extended periods is essential for thorough moisture removal. Preheating any drying device is non-negotiable, according to numerous maker accounts. Some experienced users even rotate their spools mid-cycle. This simple hack promotes more uniform drying. One maker shared a common story. Their first attempt at oven-drying PLA resulted in a print riddled with pops and zits. Frustration mounted quickly. They later discovered the filament simply needed more hours at the correct low temperature, not just a quick, insufficient bake.
Different filaments demand specific drying approaches. PLA filament, for instance, requires lower drying temperatures. PETG filament generally tolerates slightly more heat without degradation. Composite filaments, such as wood-fill PLA, need particular care during drying. Community discussions frequently warn about one risk. Excessive heat can easily degrade the organic particles within these composites. Makers widely report success drying PLA around 40°C to 50°C. For PETG, drying between 60°C and 65°C is a common practice found in user guides and forums.
Patience remains a vital ingredient for success. Proper, careful technique is also paramount. Drying filament correctly represents an investment in your final print quality. This care also significantly extends your valuable material's usable lifespan. Do not rush this important preparation step.
The Ultimate Defense: Long-Term Filament Storage (UGC-Validated Hacks)
Drying filament is half the battle. Keeping your eco-filament dry long-term prevents future printing nightmares. This means creating a true dry sanctuary. Proper storage safeguards your material investment and print quality effectively.
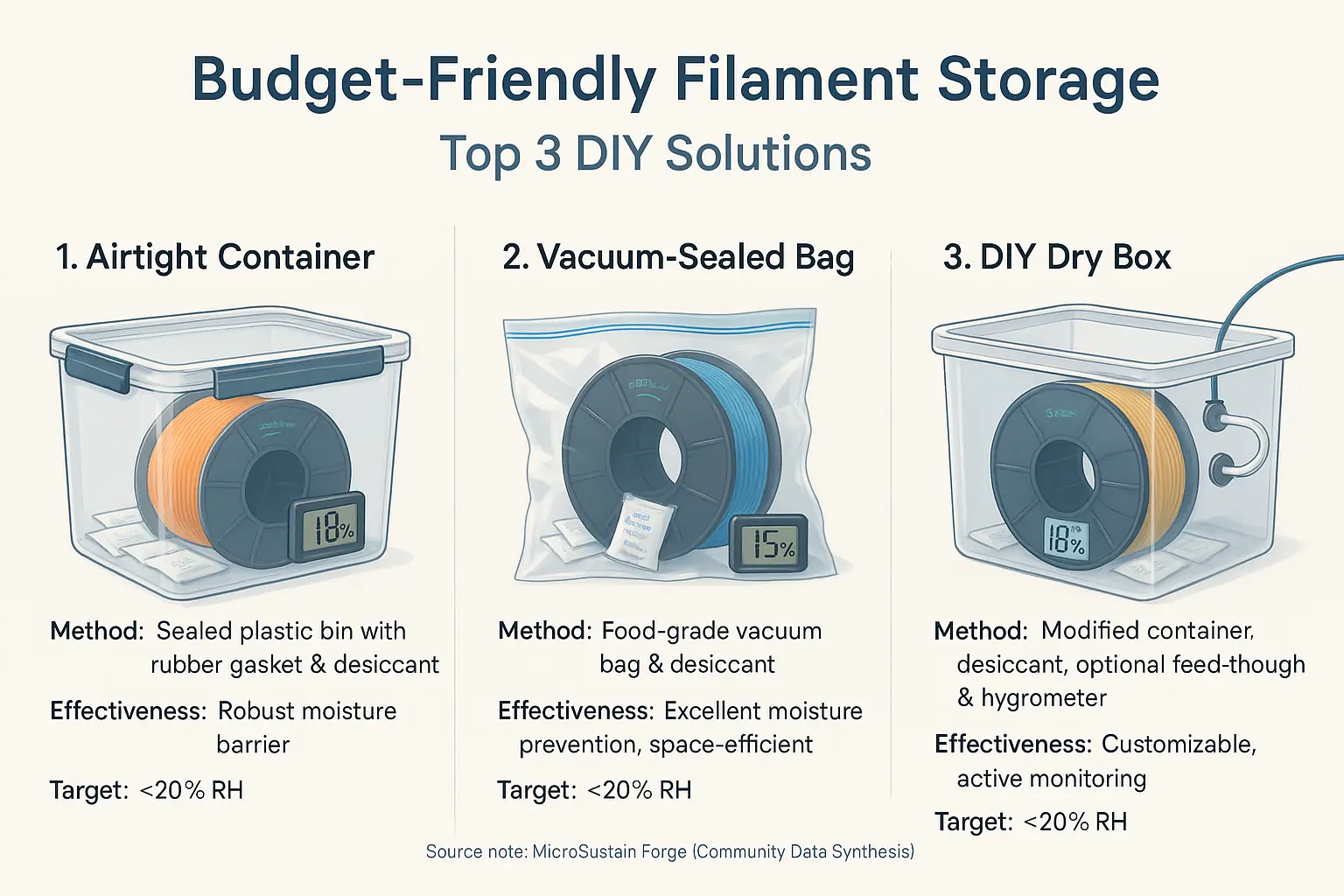
Airtight containers are non-negotiable. Many makers achieve excellent results with simple plastic bins featuring rubber gaskets. They always pair these with ample desiccant. Vacuum-seal bags offer another layer of serious protection, especially for sensitive filaments. One user recounted how a brand-new spool became brittle junk in a humid garage, a stark reminder that storage truly matters.
Silica gel packets remain the community favorite. Remember, these desiccants require periodic 'recharging'; users often bake them carefully to restore absorption. Some makers experiment with fresh cat litter as a budget desiccant, reporting varied but sometimes useful outcomes. Here’s a useful tip. Users find desiccant works best with good air circulation around the spool, not buried beneath it.
Consistent storage prevents headaches. Simple. A little proactive effort now saves countless hours and failed prints later. Your eco-filaments will perform better. Your sanity will thank you.
Beyond the Spool: Advanced Moisture Management & Common Pitfalls
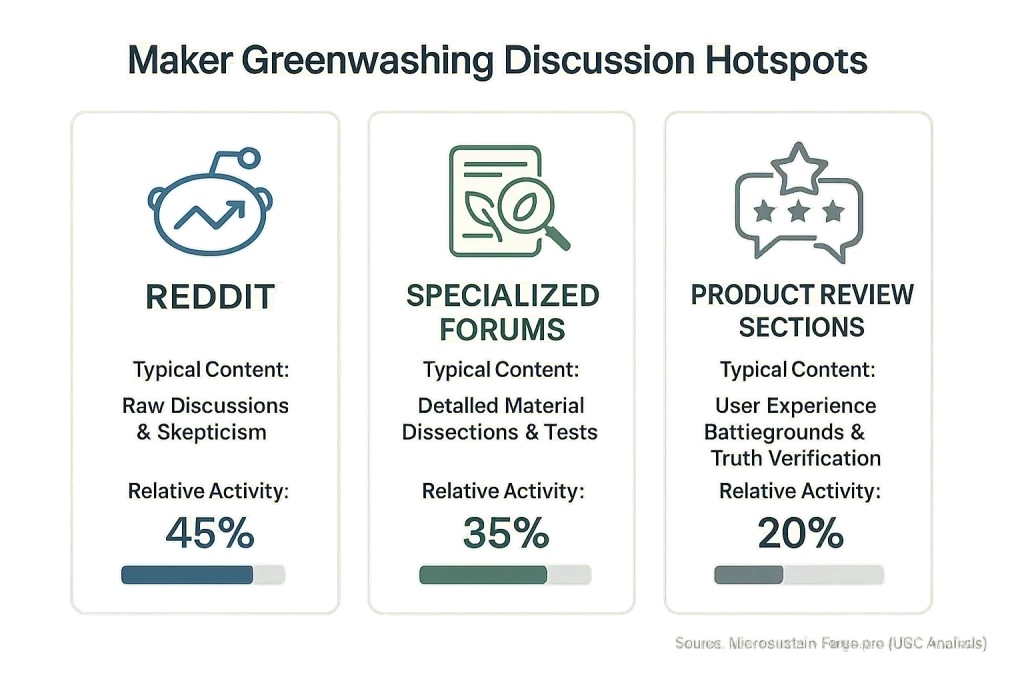
You grasp filament drying basics. Yet, sneaky moisture still sabotages prints. What hidden issues do experienced makers sometimes miss? MicroSustain Forge analysis reveals deeper community wisdom.
Ambient humidity is a silent enemy. Dry filament can re-absorb moisture during long prints. This re-wetting occurs even with initially dry material. Makers in humid regions find heated enclosures essential. Printing directly from a dry box also maintains filament integrity. Many report this dramatically improves print reliability. A surprising community tip: avoid overnight filament exposure. Even 'dry' filament on an idle printer absorbs ambient moisture. Slow re-absorption happens constantly.
New filament often needs drying too. Factory seals do not guarantee perfect dryness. Humid climates especially challenge sealed bags. Our UGC analysis shows many makers dry every new spool. They prioritize drying spools from unknown sources or long storage. Consider this common maker experience. One maker battled print failures with brand-new material. The simple fix? A quick filament drying cycle. This solved all their mysterious printing problems. A hard lesson learned.
Effective moisture management transcends simple clog prevention. It directly impacts overall print success. Properly dried filament unlocks true material potential. This means optimal strength for your printed parts. It ensures a superior surface finish. Material longevity clearly improves. Your eco-filaments perform as designed.