Tired of Eco-Resin Headaches? Let's Solve Them Together (UGC Insights)
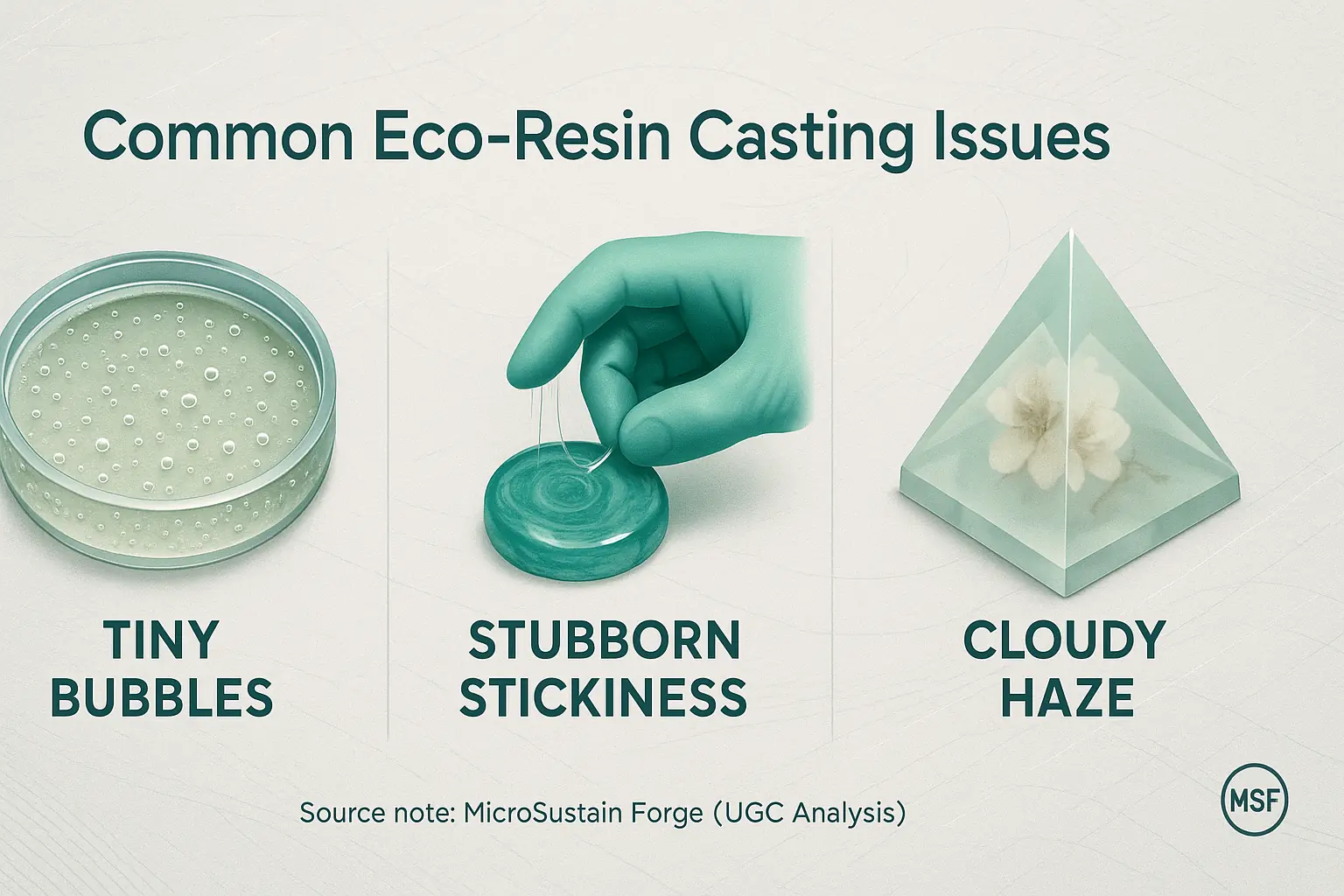
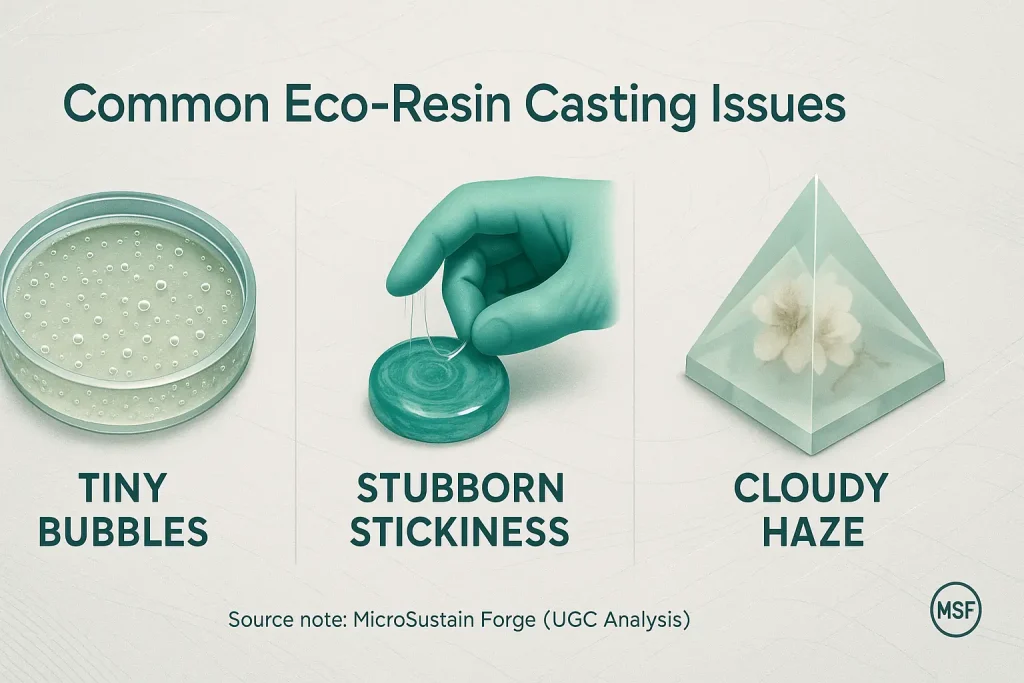
Poured an eco-resin piece, expecting perfection? Then tiny bubbles appeared. Or a cloudy haze. Perhaps a stubbornly sticky surface. Eco-resins offer great green potential. They also present unique casting challenges unlike traditional resins. Manufacturer instructions often omit these real-world maker woes. Makers frequently troubleshoot these issues solo.
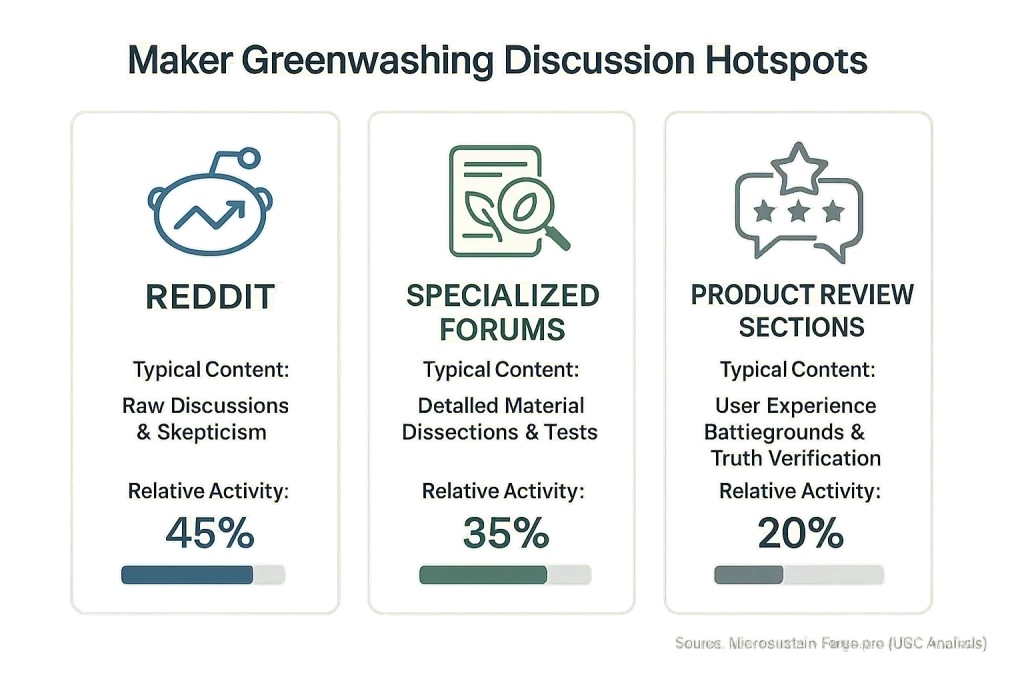
Here at MicroSustain Forge, we get it. Our team mines thousands of maker discussions. We sift through forum posts and project logs. This extensive community data mining uncovers real patterns behind eco-resin frustrations. Fellow makers' collective experience provides our best path to effective solutions.
So, what's the plan? This guide tackles those persistent eco-resin issues head-on. We will explore bubbles, cloudiness, annoying stickiness, and those frustrating uncured spots. Crucially, we share community-vetted solutions for each. These are not abstract theories. They are practical insights, forged from the shared experiences of countless makers.
Quick Fix Finder: Diagnose Your Eco-Resin Problem Instantly!
What's Your Eco-Resin Casting Headache?
Select your main issue below to get instant, community-vetted solutions and tips.
Your solution will appear here after selection.
The Quick Fix Finder provides fast relief. That's its job. True eco-resin mastery, though, digs deeper. Understanding root causes is essential. Consistent, flawless castings depend on this knowledge. This guide delivers those crucial, community-verified strategies for prevention.
Want to move beyond quick fixes? The following sections explore each problem thoroughly. You get comprehensive, long-term solutions. These are insights directly from maker forums and project discussions. Your eco-resin skills will transform.
Battling Bubbles: Why They Haunt Eco-Resin Casts & How to Banish Them (UGC Strategies)

You've mixed your eco-resin. Poured it perfectly. Then... bubbles. Tiny, infuriating bubbles appear; they cling to your masterpiece. Sound familiar? All resins can develop bubbles. Eco-resins, however, often pose unique viscosity challenges. Users frequently report these specific materials act as powerful bubble magnets due to their consistency.
Our investigation into maker forums reveals consistent culprits for these resin bubbles. Mixing too fast is a primary offender. Pouring from too high also introduces unwanted air. Even subtle temperature fluctuations can invite bubbles. Many users find that eco-resins, being inherently thicker, readily trap air. A surprising truth emerges from maker experiences. Vigorously over-mixing, hoping to expel bubbles, often simply whips more tiny air into the resin. The result? More bubbles. Not fewer.
Makers have developed several battle-tested methods to banish these pesky air pockets. A quick, gentle pass with a heat gun often pops surface bubbles immediately after pouring. Many users report high success with this simple technique. For deeper, more stubborn bubbles, a pressure pot is the community-endorsed heavy hitter. That's a bigger workshop investment, certainly. Careful temperature control during mixing and curing is also key, according to widespread user experience. Slow, deliberate pouring from a low height prevents many bubbles from forming in the first place.
The core lesson from countless makers? Patience is vital. Precision in your mixing, pouring, and curing pays huge dividends with eco-resins. These strategies are not mere suggestions. They represent the collective wisdom, hard-won from community experience in battling resin bubbles.
Cloudy Casts? Unveiling the Mystery Behind Hazy Eco-Resin & Restoring Clarity (UGC Fixes)

You pull your eco-resin piece from its mold. Excitement builds. Then, disappointment hits; the piece is frustratingly hazy, not crystal clear. This common problem obscures fine details. It can ruin your project's intended aesthetic. What went wrong?
Our analysis of maker discussions pinpoints moisture contamination as a prime culprit. Tiny water amounts in resin, molds, or your workspace can react. This reaction causes that cloudy appearance. Improper curing temperatures also frequently contribute to haze. Inaccurate resin-to-hardener ratios are another common factor. Here's a hard truth many makers uncover: some plant-based eco-resins possess an inherent, subtle haziness. Achieving the absolute glass-like clarity of certain petroleum-based resins sometimes presents a genuine challenge.
Makers who conquer cloudiness often emphasize meticulous moisture control. They store resin in airtight containers. Molds must be bone dry. Maintaining a consistent, ideal curing temperature is also non-negotiable for clarity. Some users report success with gentle post-curing, perhaps using a UV lamp for specific resins. A thin, clear topcoat can sometimes improve minor surface haze on finished pieces.
Eco-resins definitely have their quirks. Understanding moisture's impact helps unlock their clear potential. Temperature stability is equally vital. The collective wisdom from online communities offers powerful, practical fixes for these frustrating cloudy cast issues. Diligence pays.
The Sticky Situation: Why Your Eco-Resin Won't Cure & How to Achieve a Perfect Finish (UGC Solutions)

You've waited. The cure time passed. Your eco-resin piece remains tacky. Or worse, uncured, soft spots stubbornly persist. This frustrating, messy reality is a common 'sticky situation' many makers encounter, a shared story in online communities.
Our analysis of maker experiences pinpoints incorrect resin-to-hardener ratios as the primary culprit. Even slight mismeasurements disrupt the entire chemical reaction, preventing a full cure. Here's the hard truth: eco-resins demand extreme ratio precision, far less forgiving than many traditional resins. A gram or two off can mean total failure, not merely a softer final product.
Inadequate mixing also frequently causes these sticky problems. Scour your mixing cup. Scrape sides and bottom thoroughly. Proper dispersion is absolutely non-negotiable for eco-resins. Low ambient temperatures further inhibit complete curing, leaving surfaces under-cured.
Prevent sticky resin. Measure components meticulously by weight; use an accurate digital scale. Mix with purpose, scraping all container surfaces—success hinges on this. Maintain a warm, stable room (above 70°F/21°C) for curing. Precision here is key; for minor tackiness, some attempt salvage with topcoats or UV light, but prevention is best.