The Warping Nightmare: Why PLA & Bio-Filaments Fight Your Print Bed (UGC Pain Points)
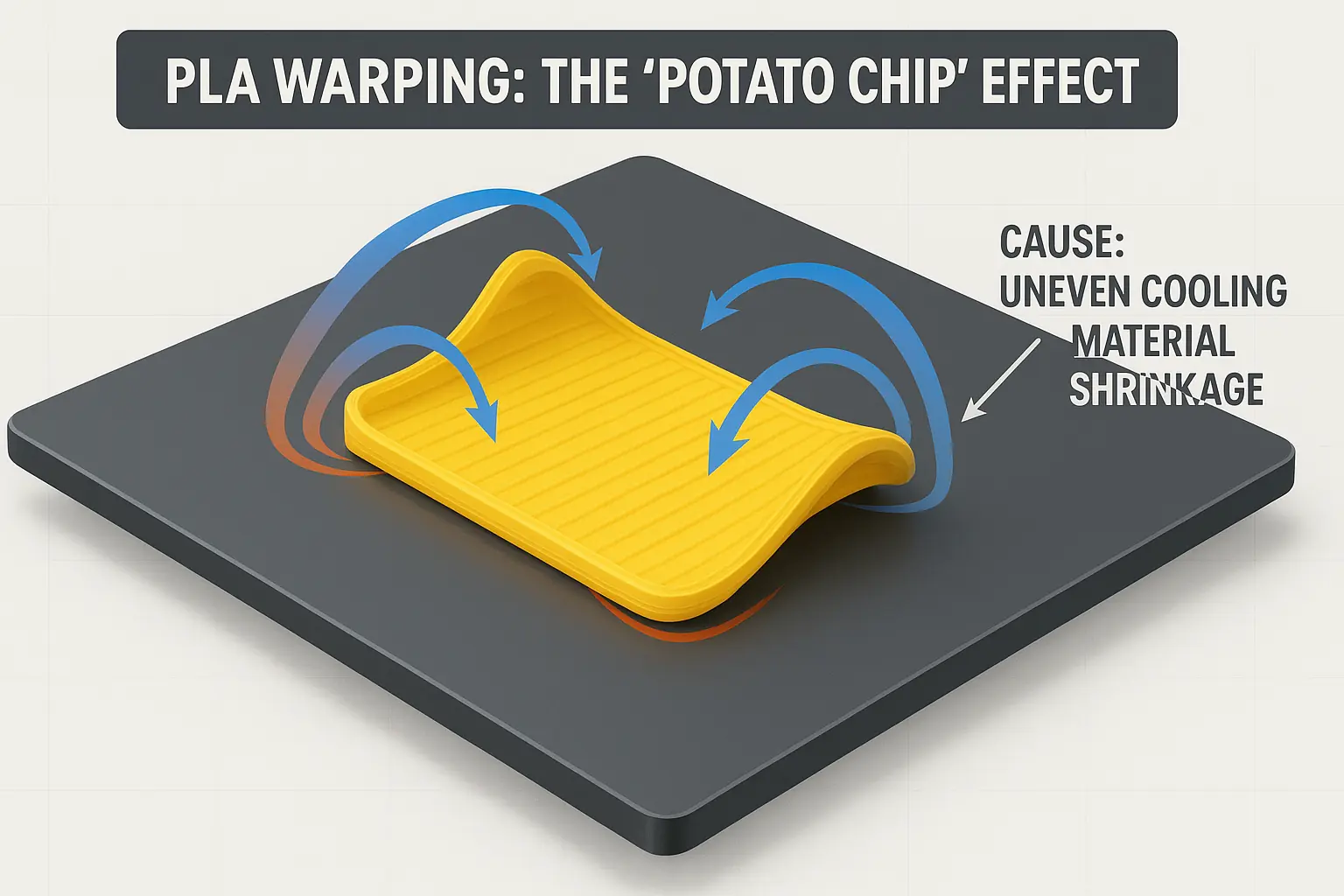
Your 3D print curls mid-way? A sad potato chip. Many PLA users describe this exact scene. Bio-filaments also present this challenge. Warping ruins prints. It wastes precious material. Lost time becomes a major complaint. This problem is a print killer, pure and simple. The community echoes this sentiment widely.
Plastic shrinkage causes warping. The material cools unevenly. Then it pulls itself off the print bed. Think of a shrinking woolen blanket. Its edges curl upwards. Understanding this core mechanism is the first real step. Makers find this knowledge empowers troubleshooting.
Frustration is understandable. Deeply. Yet, the maker community developed effective strategies. Countless discussions reveal practical solutions. This guide filters that collective experience. We deliver actionable fixes. These insights come from real-world printing.
Beyond the Obvious: Unpacking the Real Causes of PLA Warping (UGC Insights)
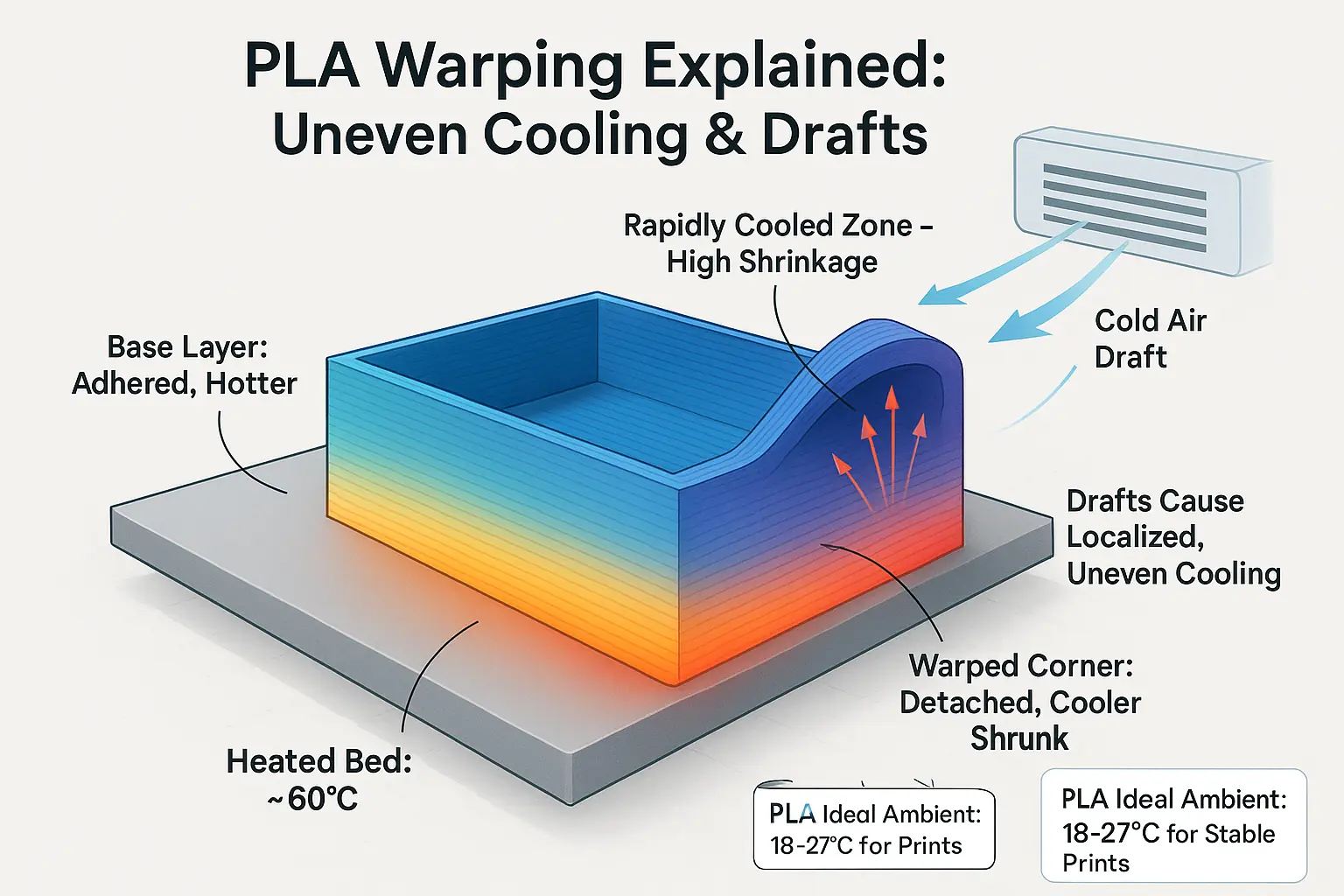
PLA warping often starts with uneven cooling. This is basic physics. Molten plastic inevitably shrinks as it cools down. If a print's upper layers cool much faster than its base still stuck to the bed, internal stresses build. These powerful contraction forces then pull the print corners upwards, causing detachment. This tendency to shrink is a fundamental property of the material itself, a core challenge in 3D printing.
Print bed adhesion is absolutely paramount. A first layer that doesn't stick securely makes warping almost guaranteed, regardless of other factors. Our analysis of maker experiences reveals many users underestimate consistent, thorough bed cleaning. Here's a real unspoken truth from the community. Even a tiny, almost invisible fingerprint transfers oils. This minute contamination can completely sabotage adhesion for that crucial first layer. It is a frequent, frustrating print-killer.
Environmental factors dramatically influence print success. Drafts are notorious culprits. An open window, a nearby door, or even an air conditioning vent creates localized, uneven cooling across the print surface. Our UGC analysis shows printers located near these air flow variations consistently experience more warping issues. This rapid, inconsistent cooling causes specific sections to contract prematurely, leading directly to lifting and print failure. Stable ambient temperature is key; PLA prefers 18-27°C.
Incorrect slicer settings can also worsen warping problems. Overly aggressive part cooling fan speeds, especially on early layers, exacerbate temperature differentials. Printing the initial layer too quickly prevents proper bonding to the build surface. These issues often combine, creating a perfect storm for warping. Identifying the single root cause? That becomes incredibly tricky for many makers.
Warping Culprit Finder: Your Interactive Checklist for Diagnosing PLA Warping
Quick Diagnosis: What's Causing Your PLA Warping?
Check all symptoms and conditions that apply to your current print:
PLA warping can ruin prints. This interactive checklist helps you diagnose the issue. Find your symptom. Identify likely culprits. Get quick, actionable advice mined from countless maker experiences.
| Symptom / Observation | Potential Culprit(s) – What Our Data Suggests | Quick Checks & Community-Vetted Fixes |
|---|---|---|
| Corners or edges lift; center stays flat. |
|
|
| Entire base of the print warps upwards. |
|
|
| Warping primarily occurs on large footprint prints. |
|
|
| Warping happens with specific PLA filaments, not others. |
|
|
| Warping started recently; prints were fine before with same settings/filament. |
|
|
This checklist guides you quickly. It pinpoints probable warping causes. You save valuable time. You reduce maker frustration. Understanding the true root cause is absolutely vital. This diagnosis is the critical first step. Effective solutions then follow logically.
The main culprit is now much clearer, right? Implementing the correct solutions becomes significantly simpler. The sections below detail these community-tested fixes for each cause. Defeat warping. You absolutely can do it. This knowledge empowers your printing.
Sticky Solutions: Mastering Bed Adhesion for Warp-Free PLA Prints (UGC Proven Techniques)
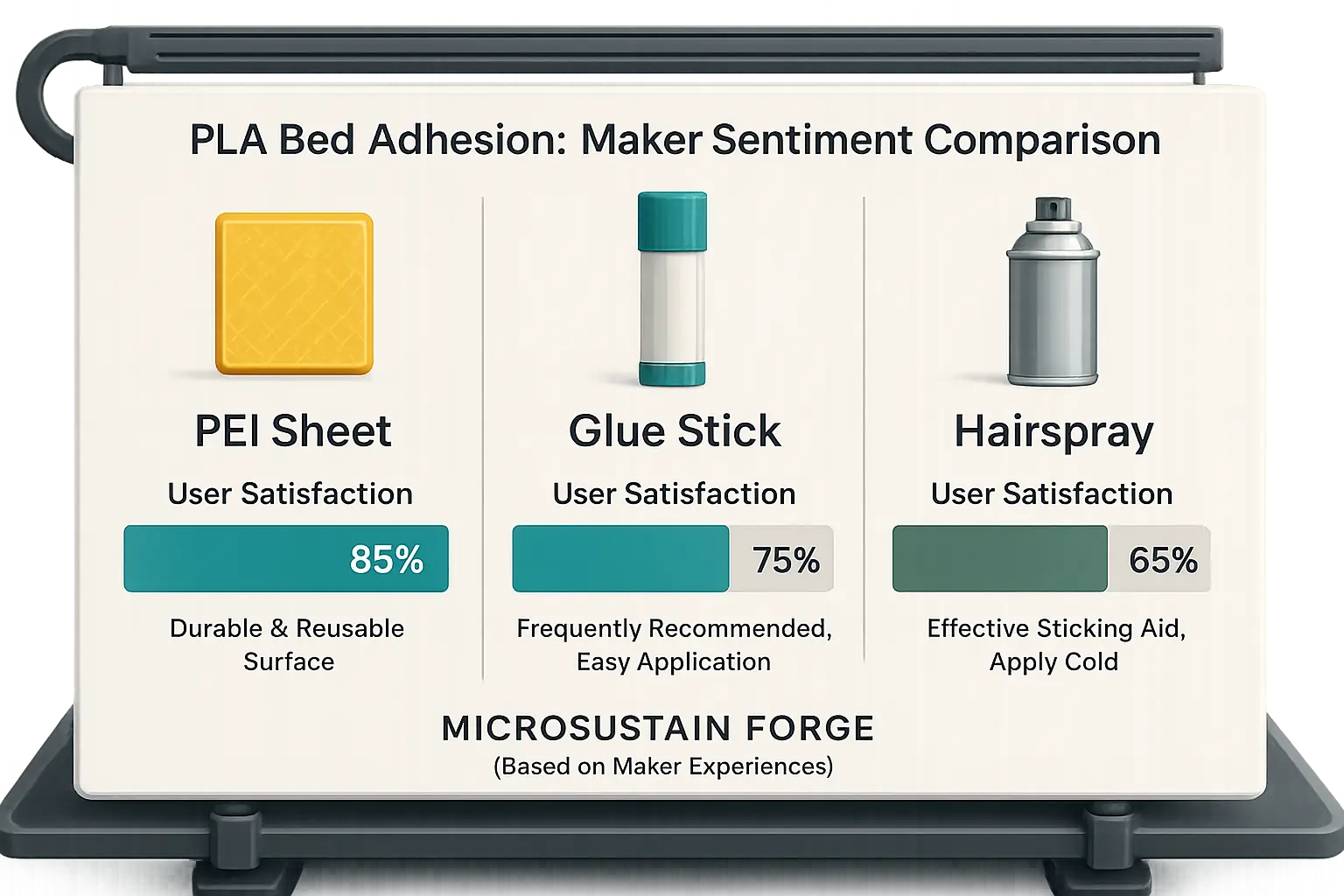
A strong first layer anchors your entire print. Success truly begins here. Makers frequently recommend glue stick for PLA. Hairspray also helps parts stick effectively. PEI sheets offer a durable, reusable adhesion surface. Experienced users often combine these methods, reporting superior bonding for stubborn materials.
Proper application elevates adhesion significantly. With glue stick, a thin, even coat is absolutely essential. Too much glue actually hinders sticking. This is a common pitfall makers frequently share online. For hairspray, always apply it to a cold print bed. This simple step prevents strong fumes. It also promotes an even, effective coating for better results.
A clean bed surface remains non-negotiable. Always. Even when using adhesion aids, meticulous bed preparation is paramount. Isopropyl alcohol (IPA) is the community's go-to cleaning solution. Many makers describe the sheer frustration of a print lifting unexpectedly. Later, they often discover a nearly invisible speck of dust or a fingerprint was the silent culprit ruining their work.
Heated beds significantly improve PLA adhesion. The right temperature is crucial. Most PLA filaments bond well between 50-60°C. This warmth encourages the initial plastic layers to stick firmly to the bed. It also prevents the material from becoming overly soft, which reduces overall warp potential. Consistent bed adhesion is genuinely a game-changer for achieving flawless, warp-free prints.
Slicer Secrets: Optimizing Settings to Beat PLA Warping (Community-Tested Parameters)
Slicer settings powerfully combat PLA warping. Makers directly control critical print parameters. Key adjustments involve nozzle temperature. Bed temperature is also vital. Cooling strategies impact outcomes. Adhesion aids like brims or rafts provide essential first-layer support. These are the community's tested control knobs.
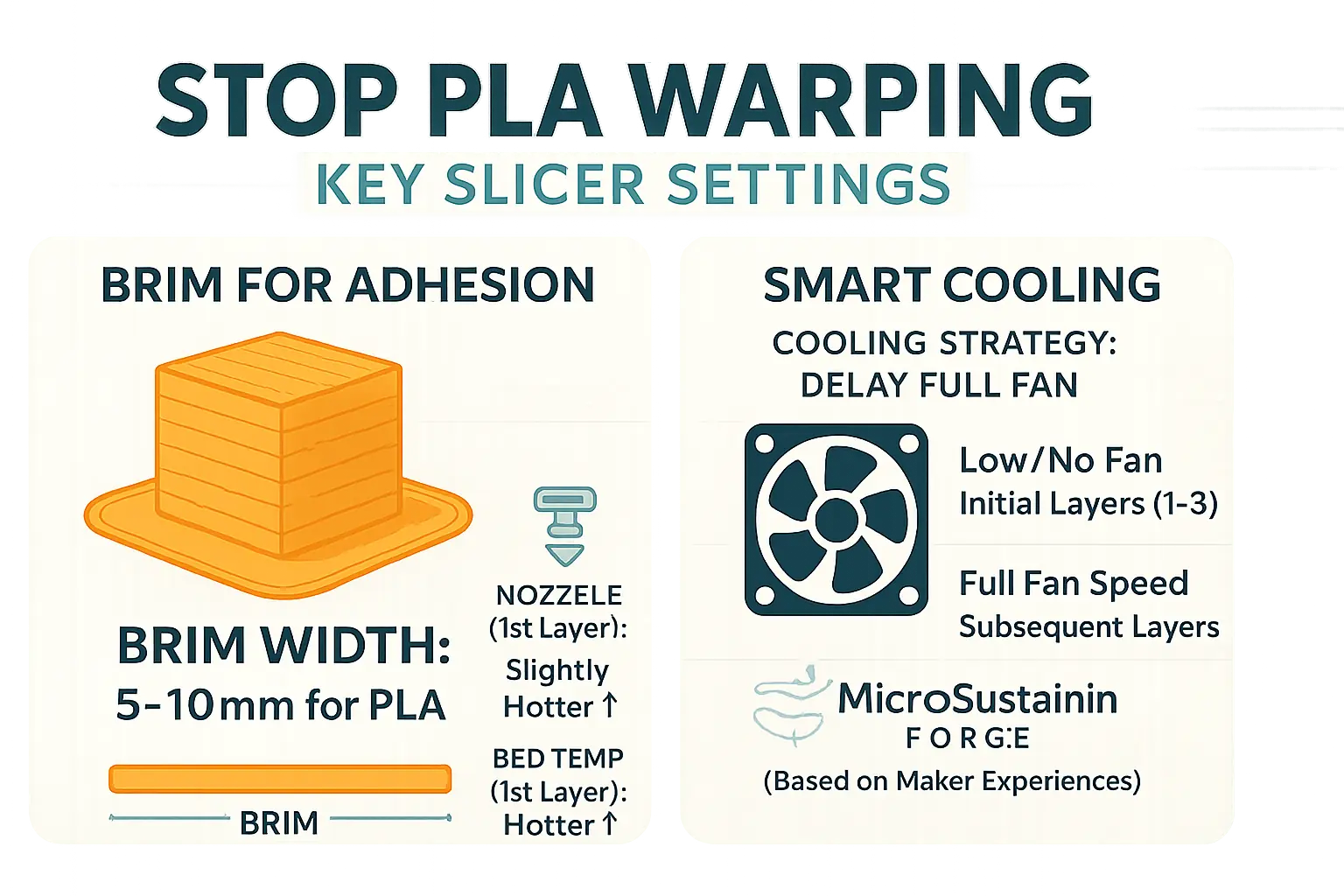
Correct temperatures are fundamental. A slightly hotter first layer often improves PLA adhesion. This applies to both nozzle and bed temperatures. Many makers share this specific insight. Cooling, however, needs careful management. Too much fan early causes warping. This is a frequent trap users report. Experienced printers delay full fan speed for initial layers, sometimes for several layers.
Brims and rafts increase print bed contact. They distribute pulling stresses effectively across a larger area. A wider brim generally helps more. Users often suggest 5-10mm widths for PLA. Many makers, after battling persistent corner lift, find a simple brim addition solves their warping issues. Rafts offer even greater stability for particularly challenging prints or materials prone to significant shrinkage.
First layer print speed also influences warping. Slower initial layers promote stronger bonding to the bed. This simple adjustment reduces initial material stress. Fine-tuning all these slicer settings is key. Community experience guides this meticulous process. Consistent, warp-free PLA prints result from such diligence.
Beyond the Draft: Enclosures & Environmental Control for Consistent PLA Prints (DIY & Pro Tips)
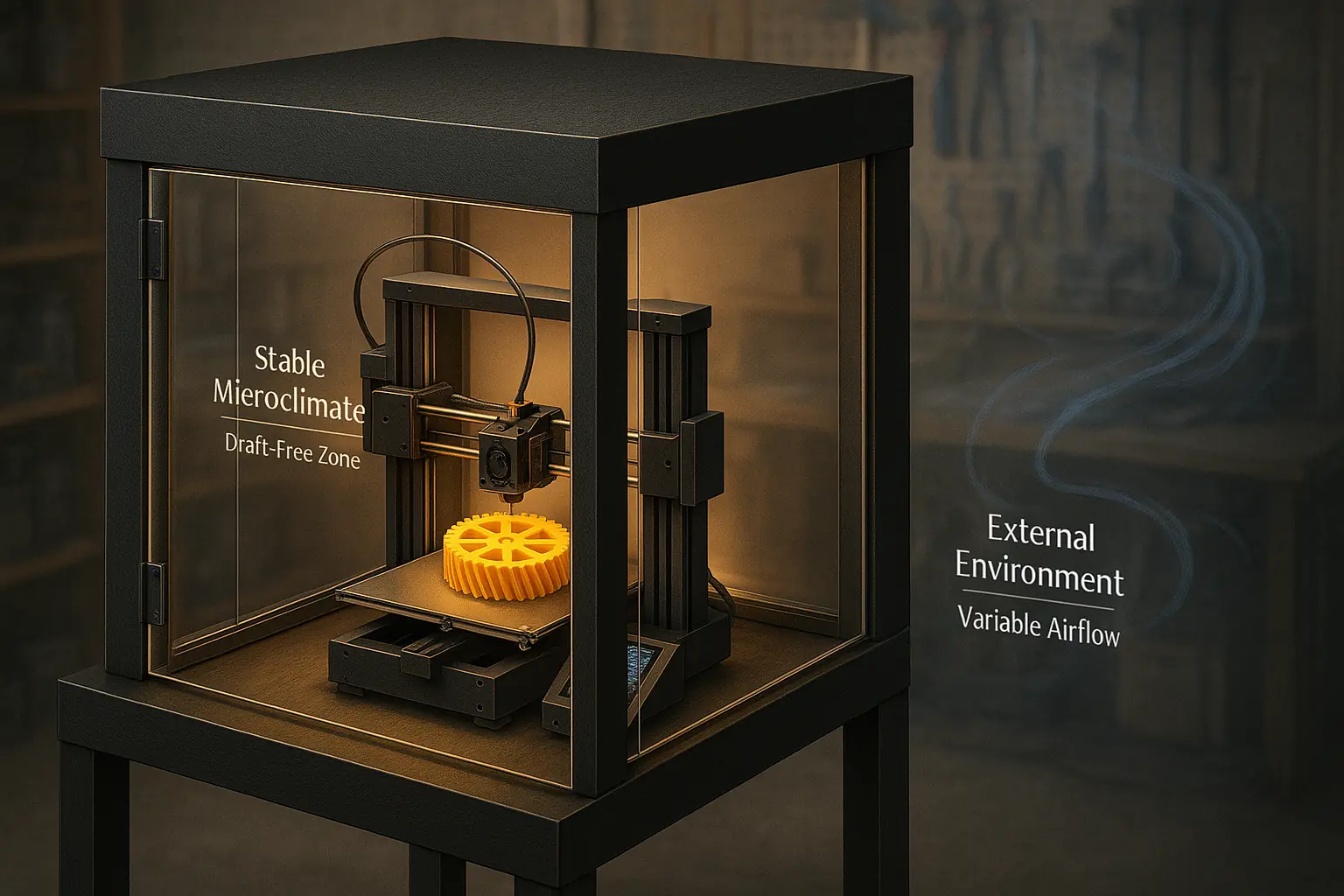
Printer enclosures drastically reduce PLA warping. They establish a stable microclimate around your 3D print. This controlled space shields the print from sudden room drafts. Consistent temperature inside prevents uneven PLA cooling. This focus on steady cooling tackles a primary cause of print failures.
Resourceful makers frequently build effective DIY enclosures. The IKEA Lack table conversion is a community favorite for its simplicity. Even a basic cardboard box, adapted well, provides surprising environmental control. Need an ultra-quick fix? Some makers report success draping a large, transparent plastic bag over their printer; this guerrilla tactic commonly lessens draft-induced warping according to community experiences.
Your workshop's ambient temperature plays a crucial role. Maintaining a consistent room temperature helps PLA print more reliably. This baseline stability benefits print adhesion and layer consistency, even without a dedicated enclosure. Controlling the print environment is a major step toward consistent, warp-free PLA parts. Better prints.
Warping Defeated: Your Path to Perfect PLA Prints (Community-Forged Wisdom)
PLA warping needs a multi-faceted attack. This is plain truth. Maker communities know this. Bed adhesion must be absolutely excellent. Your slicer settings also demand precise, careful tuning for consistent results. The print environment itself requires diligent control. No single 'magic bullet' ensures a fix. Our analysis of user experiences clearly confirms this widespread finding. A potent combination of these community-tested strategies, however, consistently leads to 3D printing success and those perfect, reliable parts.
These practical solutions are genuinely community-forged. They represent countless hours. Makers like you performed these crucial real-world experiments. So, do not abandon your eco-filaments yet. Mastering these shared techniques unlocks their full, sustainable potential for your projects. You absolutely can achieve reliable, beautiful prints. The collective experience of the maker community offers these proven PLA warping solutions, directly empowering your creative journey and sustainable making goals.
Makers prove resilient. This shared knowledge defeats common print challenges. Your perfect PLA prints truly await. So, keep forging. Keep creating sustainably.