The Recycled Filament Clog Nightmare: Why It Happens & Why You're Not Alone
Recycled filament clogs your extruder. Again. This common problem frustrates makers everywhere. Countless online discussions detail these persistent extruder jams. Sustainable printing goals meet this recurring obstacle.
What makes recycled filament so clog-prone? Hidden impurities often lurk within the material. These tiny contaminants easily block small nozzle openings. Diameter inconsistency presents another major challenge. This variability, inherent to recycled sources, disrupts smooth filament flow, a truth many discover the hard way.
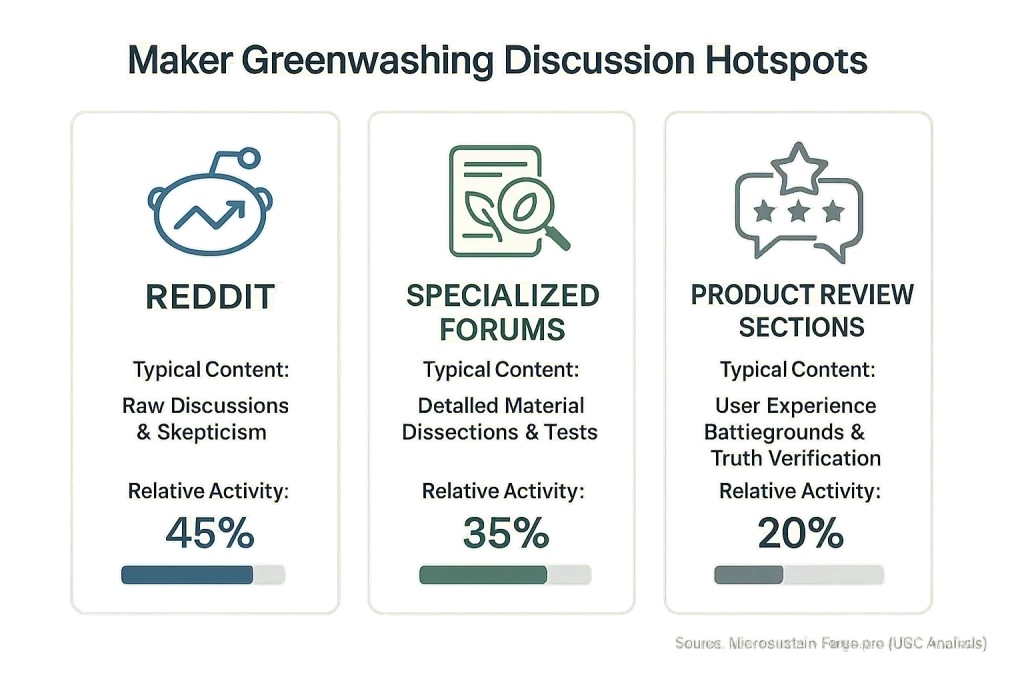
You are not fighting these clogs alone. Practical solutions have surfaced across the maker community. This guide consolidates those hard-won, user-verified fixes. We will explore proven methods. These insights transform collective workshop wisdom into your practical advantage.
Beyond the Basics: Unpacking the Root Causes of Recycled Filament Clogs (UGC Insights)
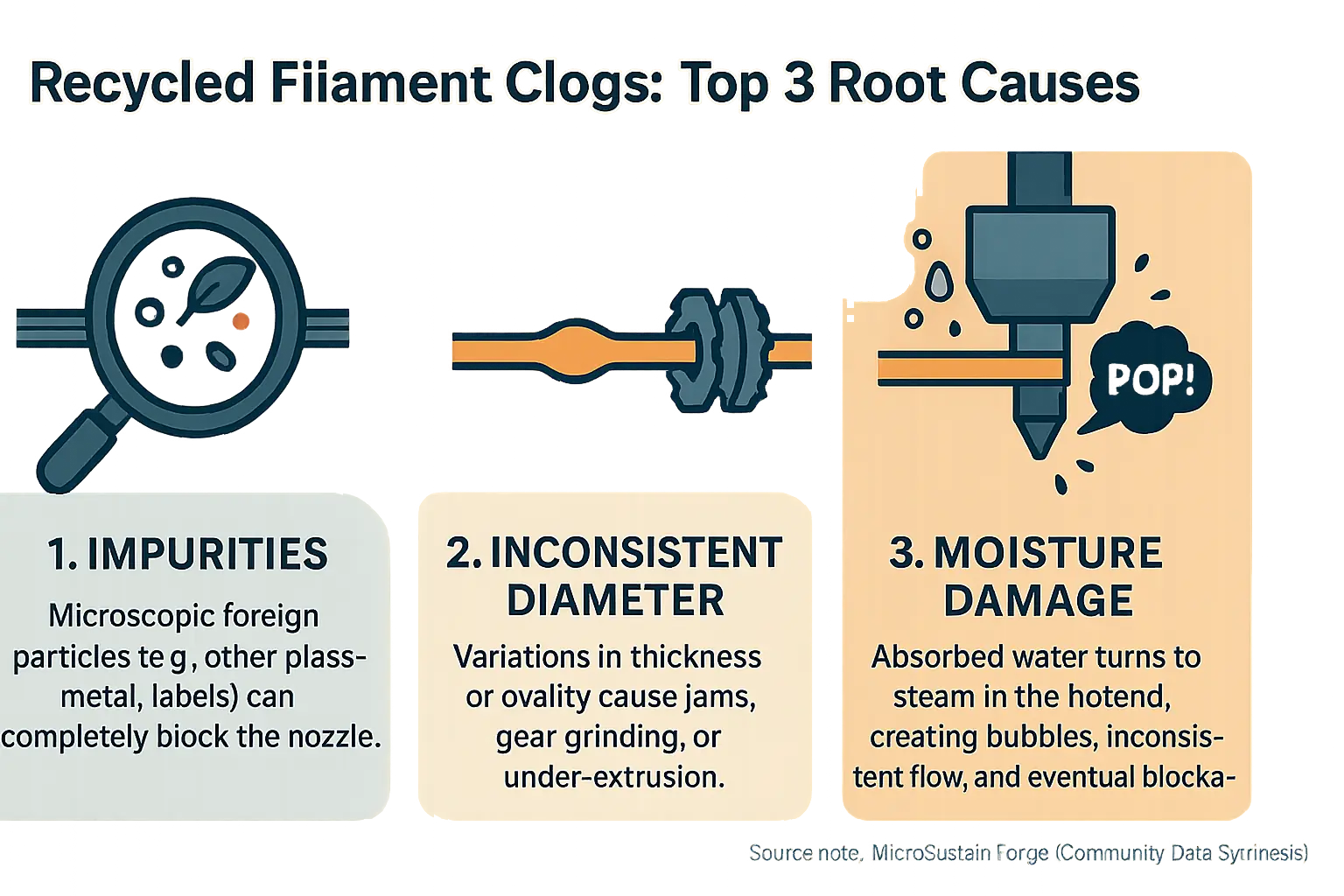
Recycled filaments introduce clogging challenges beyond typical virgin material issues. These problems often frustrate makers seeking sustainable options. Our extensive community data mining pinpoints three primary root causes. These are hidden impurities, inconsistent filament diameter, and pervasive moisture damage coupled with material degradation. Understanding these culprits is key to smoother recycled printing.
Filament impurities frequently cause extruder clogs. Even microscopic foreign particles can completely block a nozzle. These contaminants might be tiny specks of different plastics, leftover labels, or even metal fragments from shredding. Makers often report a print running perfectly, then suddenly failing. The extruder silently stops. What's the tough reality here? Achieving perfectly clean recycled filament is exceptionally difficult; our research into community experiences shows micro-contaminants often slip through processing. This hidden issue is a common source of printing grief.
Inconsistent filament diameter is another major clog instigator. DIY and some commercially recycled filaments often vary in thickness. This inconsistency directly impacts how the filament feeds into the hotend. Too thick, it jams. Too thin, the extruder gears can grind or lose grip, leading to under-extrusion and eventual blockage. Many users discover that even slight ovality, not just diameter changes, can disrupt the precise flow needed for reliable printing.
Moisture absorption significantly contributes to clogging, especially with recycled PLA. These plastics can act like sponges, absorbing atmospheric water. Inside the hotend, this trapped moisture turns to steam. This creates bubbles, causes inconsistent flow, and can ultimately lead to nozzle blockages. Recycled materials, potentially already stressed from previous processing, can also degrade faster, further compromising their printability. A tell-tale sign many makers listen for? Popping or crackling sounds from the nozzle often indicate wet filament.
Diagnosing the Clog: A Maker's Step-by-Step Checklist (Community-Vetted)
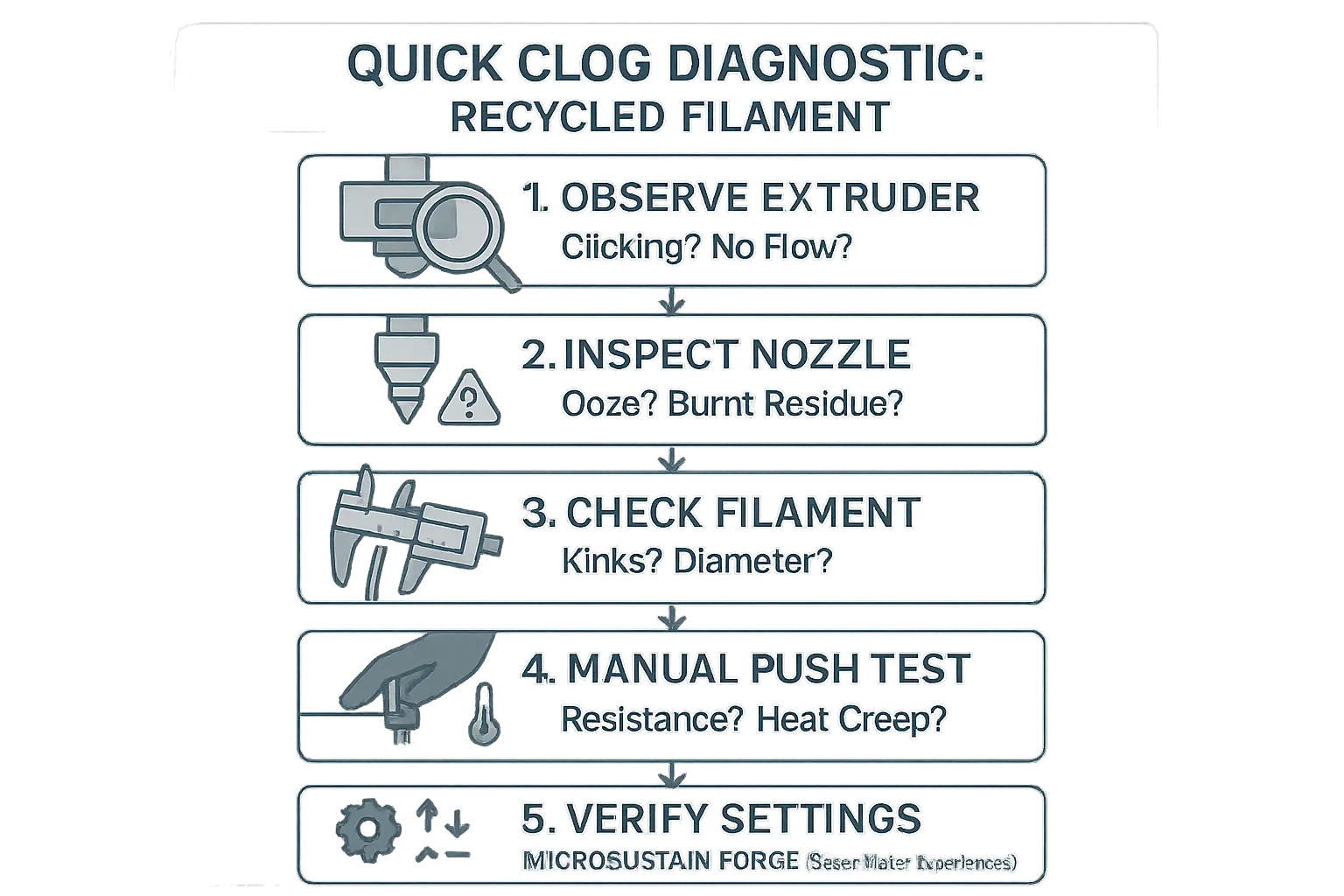
- Listen. Observe your extruder closely. Clicking sounds often mean trouble. The motor struggles pushing filament. This indicates a blockage or high filament tension. No filament emerging? A full clog is probable.
- Inspect the nozzle exterior carefully. Plastic oozing above the heater block signals a real problem. This typically means a hotend gap. Fix it fast. Experienced makers also check for dark, burnt residue on the nozzle. This points to old filament buildup or excessive printing temperatures.
- Examine the filament. Trace its path to the extruder. Look for kinks. Note any tangles. See where it might bind. Recycled filaments sometimes have inconsistent diameters; many makers report this. Measure it. Odd thickness causes jams. This is a subtle clue.
- Heat the hotend. Gently try a manual filament push. Strong resistance means a stubborn internal clog. Filament moves but nothing extrudes? Check the extruder drive gear. It might be grinding. Not gripping. Now, pull the filament out. Inspect its tip. A thickened, misshapen end often reveals heat creep. The cool zone got too warm.
- Verify your print temperature and retraction settings. Recycled materials frequently need specific, sometimes higher, temperatures. Our analysis of user experiences shows too-low temperatures are a frequent clog source with these filaments. The filament just isn't melting fully. Also review retraction distances. Aggressive retractions can pull soft plastic too far up into cooler areas, causing jams.
This methodical check helps diagnose most recycled filament clogs. Systematic troubleshooting saves time. It prevents frustration.
Unclogging Your Extruder: Community-Proven Techniques for Recycled Filament (Step-by-Step)
Recycled filament clogs need special cleaning. Makers report two methods work well. The cold pull technique often solves these. Nozzle cleaning needles clear tougher blockages. Both demand patience. Precision is essential.
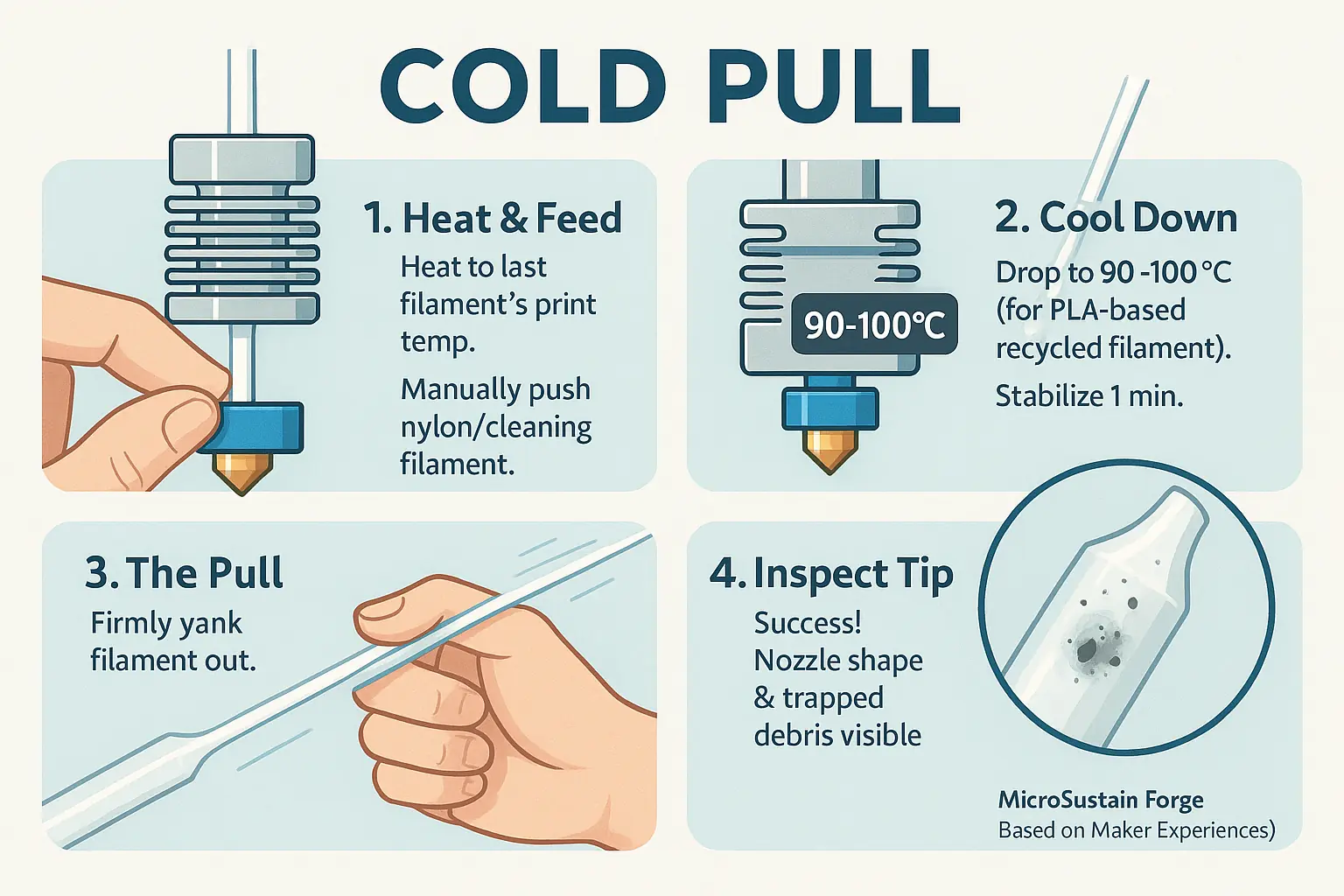
Cold pulls excel with recycled filament impurities. They remove those sticky, mixed-plastic residues effectively. First, heat your hotend to the printing temperature of the last filament. Manually push a bit of cleaning filament or nylon through. This confirms flow. Next, drop the nozzle temperature substantially. Our UGC analysis points to 90-100°C for PLA-based recycled filaments. For PETG-based ones, try 100-120°C. Let it stabilize for a minute. Then, firmly yank the filament out. A good pull reveals the nozzle's interior shape on the filament end. It traps contaminants. Success.
What if a cold pull isn't enough? Some clogs require direct intervention. A nozzle cleaning needle can break up these stubborn bits. Tiny drill bits, turned by hand, also get mentioned in maker forums. Heat the nozzle to its usual printing temperature first. Very carefully insert the needle or bit into the nozzle orifice. Gently move it. Rotate it slowly. Do not force it. You can easily ruin your nozzle. Extreme caution saves hardware.
A few makers discuss using heat guns. Even small torches. These tools bring serious fire hazards. Use extreme caution. Chemical soaks might dissolve specific material clogs; acetone works for some ABS-like recycled plastics. Handle all chemicals safely. Dispose of used solvents responsibly. Your safety is paramount. Hot nozzles cause frequent burns. Wear gloves. Consider eye protection.
Preventing Future Clogs: Smart Habits & DIY Filament Filters (Community Wisdom)

Proactive clog prevention saves makers immense frustration. A little upfront effort prevents big headaches. Smart habits keep extruders clear. This is community-proven wisdom, forged from countless hours of printing.
Proper filament storage and drying are absolutely essential. Moisture is a silent killer for recycled filaments. Many makers report success using airtight dry boxes with desiccant. Some even repurpose food dehydrators for active filament drying. These methods effectively prevent moisture absorption. Consistent dryness ensures smoother extrusion, reducing brittleness and those dreaded steam-pops during printing.
In-line filament filters offer another smart defense against impurities. Simple DIY solutions clean filament effectively before it reaches the hotend. Makers create these filters cheaply. A small piece of sponge, lightly oiled or dry, works wonders. Imagine this: one maker shared their simple fix, a tiny sponge scrap secured with a printed clip right before the extruder. Dust and small particles vanished from the filament path. Their print quality improved noticeably. Clogs became a distant memory. These community hacks often outperform costly commercial options, especially with the varied nature of recycled materials.
Optimizing print settings also significantly reduces clogging risk. Recycled filaments often need different parameters than virgin plastics. Many users find slightly higher nozzle temperatures beneficial for improved flow. Lower, slower retraction settings can also prevent molten plastic from cooling too high in the heat break. For particularly challenging recycled materials, some makers switch to wider nozzle diameters (0.5mm or 0.6mm). These adjustments accommodate potential inconsistencies. Adopt these habits. Enjoy more reliable, clog-free making with your sustainable materials.
Quick Clog Fix Finder: Match Your Symptom to a Solution (Interactive Tool)
What's Your Clog Symptom?
Your Clog Diagnosis:
Actionable Tips:
This tool simplifies recycled filament clog diagnosis. It uses collective community experience to pinpoint likely issues fast, empowering you to solve problems. Makers get quick, tailored advice. No more guesswork.
Tool results link directly to detailed solutions. These sections offer deeper dives into resolving your specific printing headache. Explore them for comprehensive understanding. Your sustainable making journey improves with shared knowledge.
Mastering Recycled Filaments: Your Journey to Clog-Free Sustainable Printing
Recycled filaments present specific hurdles. Community-vetted techniques solve these problems. Clog-free printing with recycled material is achievable. Your sustainable making makes a genuine difference.
Use these insights for your projects. MicroSustain Forge helps you explore further sustainable practices. We champion your commitment to responsible creation. Every successful print with recycled filament advances a larger movement.
Related Insight: DIY PET Bottle Filament: Quality, Problems & Potential (Experimenter's Log UGC)
Adventurous makers push DIY recycling further. Many now transform PET bottles directly into 3D printer filament. It's a bold move.
User experiences highlight distinct quality challenges with this homemade material. Clogging, especially, becomes a frequent, frustrating hurdle for these innovators. Their shared logs detail these struggles and successes.