The Stubborn Truth: Why Woodfill Filaments Clog Your Nozzle
That familiar sigh. Another woodfill print, another stubborn nozzle clog? Makers consistently report this deep frustration. Wood-filled filaments create beautiful, organic-looking parts. Their unique composition, however, introduces equally unique printing challenges, especially nozzle jams.
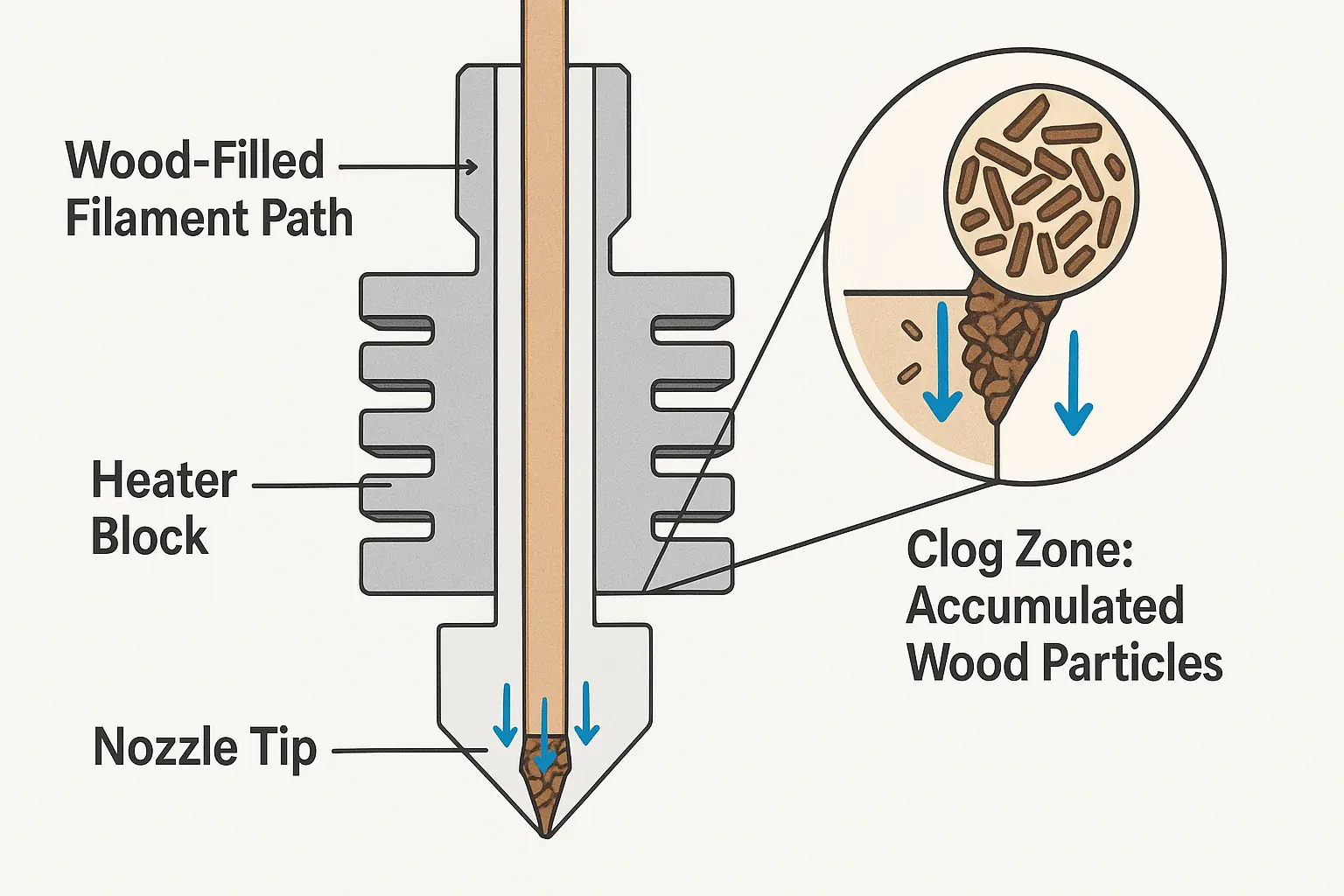
Here's an unspoken truth many discover the hard way. The wood particles themselves are primary culprits. Our UGC analysis confirms these tiny fibers, not just inconsistent heat, frequently cause those tough-to-clear blockages in your 3D printer. This makes woodfill clogs distinctly different from typical thermoplastic jams. Those often stem from heat creep or foreign debris; woodfill clogs involve inherent material properties.
You need solutions that actually work. MicroSustain Forge provides community-vetted fixes for these specific woodfill issues. We synthesize countless maker experiences into practical prevention tactics and reliable clog removal methods. Your workshop can conquer woodfill filaments, creating responsibly without constant interruptions.
Beyond the Basics: Unpacking the Real Causes of Woodfill Clogs (UGC Insights)
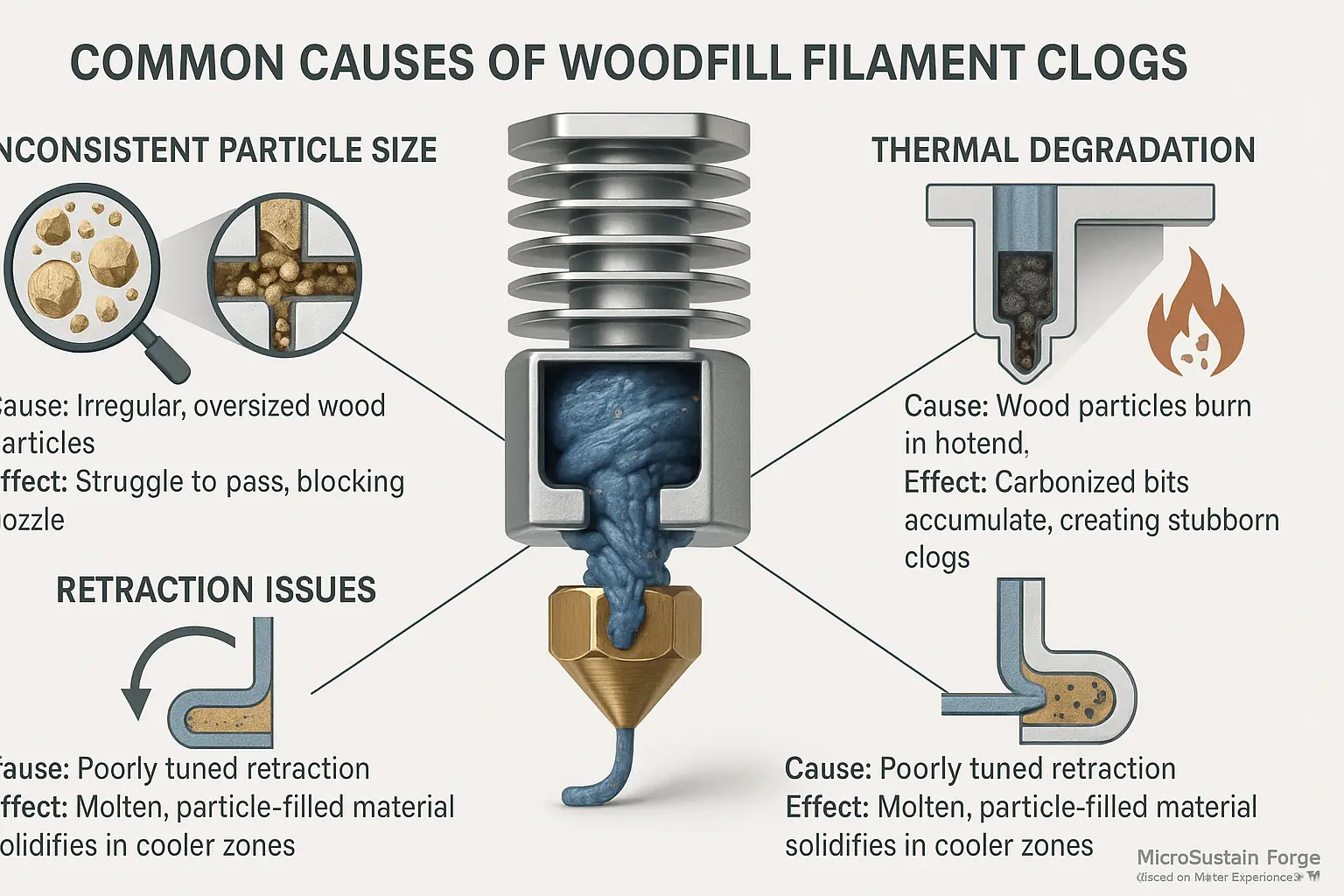
Woodfill clogs often trace back to the filament itself. Inconsistent wood particle size is a prime suspect. Many makers describe prints failing mid-way; the nozzle just blocks. Our analysis of user experiences reveals larger, irregular wood particles struggle through standard nozzles. This isn't always obvious. It’s a frustrating, hidden variable in many wood-like filaments, turning exciting projects into diagnostic headaches.
Heat creates another subtle problem. Wood particles can burn inside your hotend during printing. This thermal degradation produces tiny carbonized bits. These bits accumulate. Soon, you face a stubborn, difficult-to-clear clog. Users frequently report this issue after long prints or when using slightly higher temperatures, transforming the hotend into a micro-furnace for char.
Retraction settings matter. Greatly. Excessive or poorly tuned retraction pulls molten, particle-filled material back into cooler hotend zones. The material then solidifies there. This forms an insidious plug. Many forum discussions and project comments highlight this specific failure point, often discovered after much trial and error. Careful retraction calibration is critical for woodfill success, more so than with standard PLA.
Other factors compound these primary issues. Moisture absorbed by woodfill filament is a well-documented clog contributor. Makers consistently find damp filament behaves erratically, prone to jams. Furthermore, low-quality filaments, often with inconsistent particle distribution or impurities, drastically increase clog risk. These elements can turn a minor printing challenge into a major roadblock.
The Right Opening: Why Nozzle Size is Your First Defense Against Woodfill Clogs (Community Consensus)
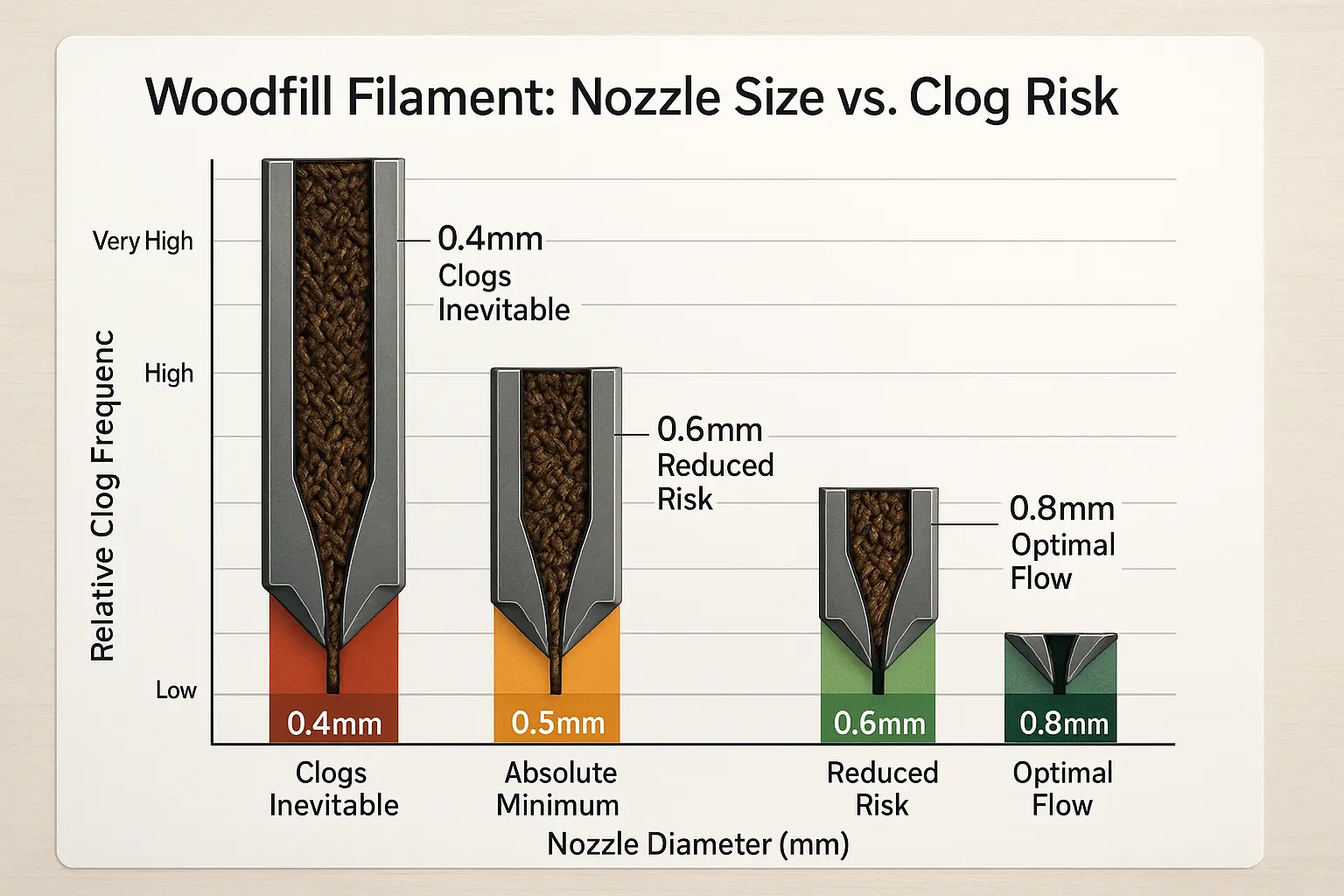
Woodfill filaments contain fine wood particles. These particles easily jam standard, smaller nozzles. Trying to print woodfill through a 0.4mm nozzle is like forcing sand through a tiny funnel; clogs become almost inevitable. For this reason, the maker community overwhelmingly recommends larger nozzle diameters. Most experienced users consider a 0.5mm nozzle the absolute minimum for reliable woodfill printing. Many even step up to 0.6mm or 0.8mm to further reduce clogging risk and improve flow with these composite materials.
Those wood particles also make the filament surprisingly abrasive. Standard brass nozzles wear out fast. This wear degrades print quality. Makers consistently find hardened steel nozzles offer far better abrasion resistance against woodfill. They simply last longer. Here's a crucial tip from seasoned users: regularly inspect your nozzle for wear, even hardened steel ones. Catching wear early prevents many future print failures. A quick check maintains precision.
Proactive Printing: Slicer Settings & Techniques to Prevent Woodfill Clogs (UGC Masterclass)
Woodfill clogs are frustrating. Prevention beats cure. Makers often learn this lesson the hard way, discovering that a little foresight saves enormous trouble. Our extensive community data mining reveals proven strategies from countless successful woodfill prints. This is your woodfill clog prevention masterclass, built from shared maker experiences.
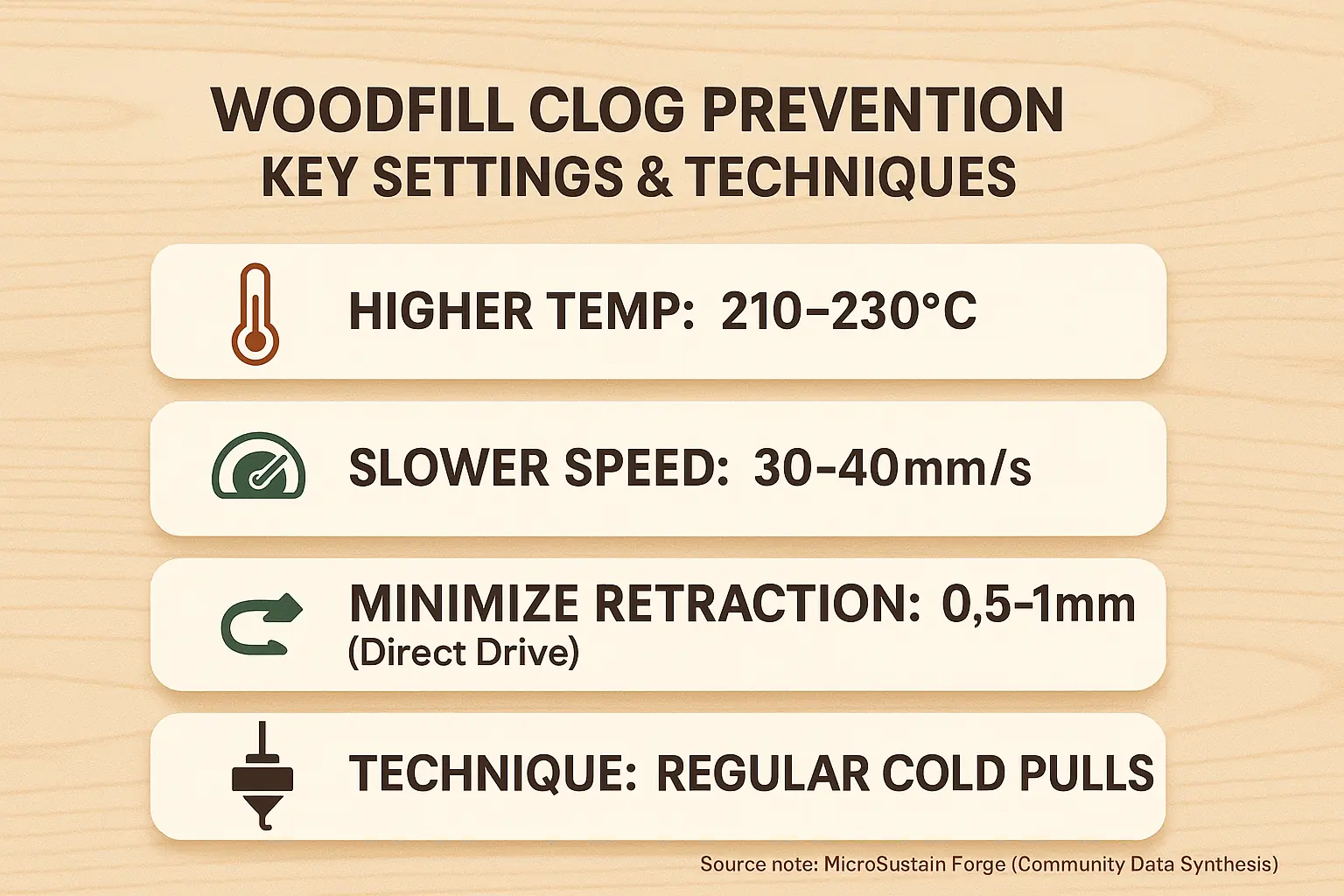
Slicer settings are your first defense against stubborn woodfill clogs. Many makers find consistent success with slightly higher print temperatures than standard PLA. Think 210-230°C for many common woodfill filaments; this range helps wood particles flow smoothly. Retraction settings also need careful, deliberate adjustment. Experienced users often minimize retraction distance, like 0.5-1mm for direct drive setups, and they also reduce retraction speed significantly. This careful tuning prevents ground-up particles from accumulating in the heat break, a common clog point. Slower print speeds? Absolutely essential. Speeds around 30-40mm/s give woodfill adequate time to melt properly and extrude cleanly. Imagine prints finishing without a single clog; that's the power of these community-tested tweaks.
Beyond slicer tweaks, proactive printer maintenance is vital for consistent woodfill performance. Regular cold pulls keep your nozzle pristine and free of lingering debris. Makers widely endorse this technique for dislodging stubborn hidden particles that might otherwise cause future jams. Filament drying is another non-negotiable step for woodfill success. Woodfill filaments absorb moisture readily from the air, often faster than users expect. Moist filament causes steam during printing, poor layer adhesion, weak extrusion, and inevitable, frustrating clogs. A few hours in a dedicated filament dryer saves potential days of printing headaches and wasted material.
Consistency truly matters here. These community-sourced tips work effectively when applied. Applying these settings and habits diligently prevents most woodfill extrusion issues before they start. Makers who adopt these proactive practices consistently report far fewer clogs and significantly better print quality. Smooth, reliable woodfill printing is achievable with this knowledge, turning a potentially tricky material into a joy to use.
When Clogs Strike: Safe & Effective Woodfill Nozzle Cleaning Methods (Community-Vetted)
Woodfill filament clogs will sometimes happen. Even careful makers experience this issue. Safe nozzle cleaning becomes absolutely critical. Your printer's longevity depends on correct methods.
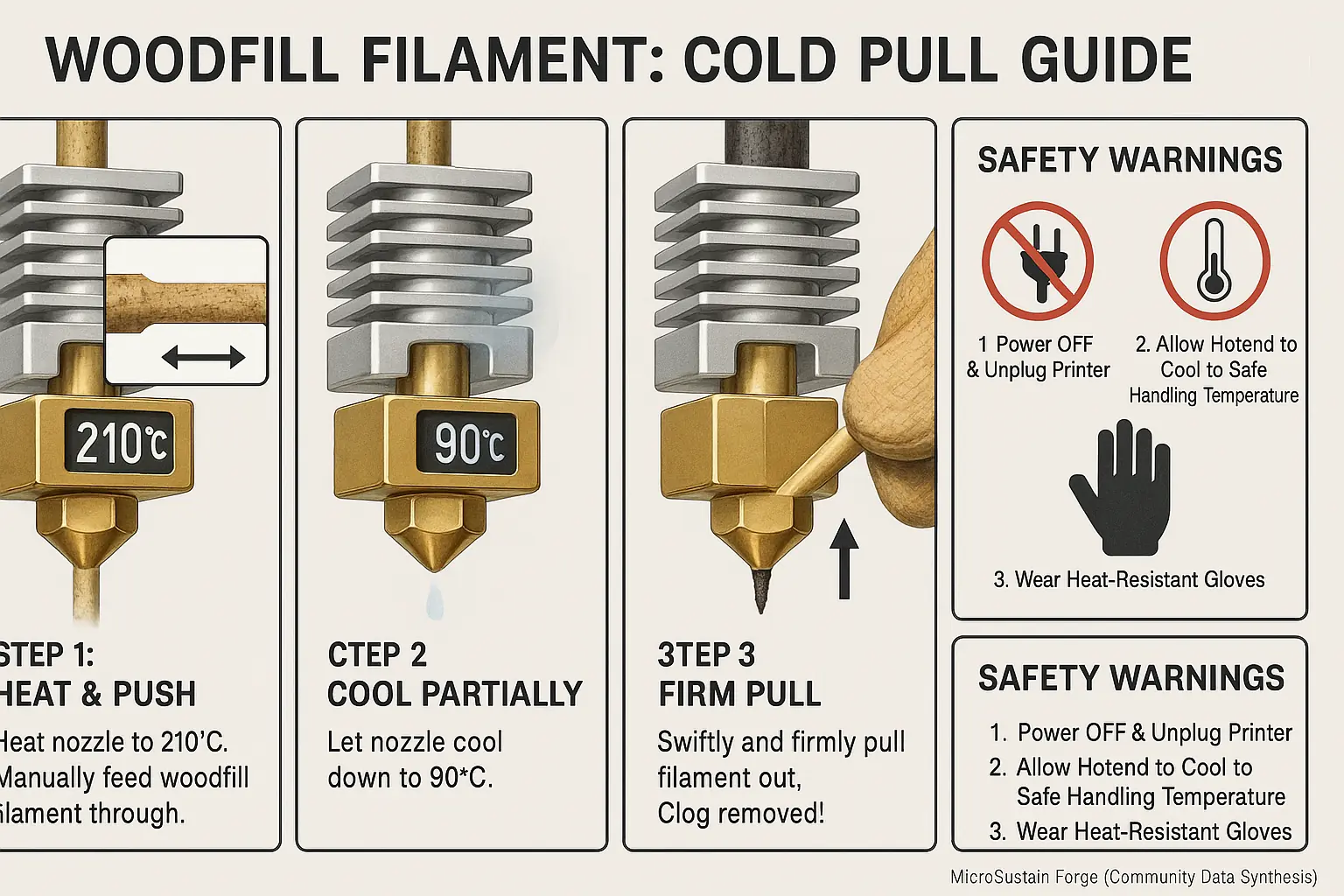
The cold pull method is a community-vetted champion for woodfill. It specifically targets those embedded wood particles. You heat the nozzle, manually push filament through, then let it cool partially. A firm pull then yanks out the filament. This action often takes the clog with it. Many makers report this as their first, most effective step.
Stubborn clogs might resist a cold pull. Some makers then turn to a fine needle or a very small drill bit. Exercise extreme caution with these tools. It is very easy to scratch or permanently damage the nozzle's internal geometry. This can ruin print quality. Consider this a last-ditch effort. Is the risk worth the potential reward?
Safety protocols are non-negotiable. Always power off and unplug your 3D printer first. Allow the hotend to cool to a safe temperature. Wear heat-resistant gloves to prevent burns. The community frequently shares this hard-learned lesson: never force any tool, especially metal, into a still-hot nozzle. This action guarantees damage.
Woodfill Clog Detective: Pinpoint Your Problem with Our Interactive Checklist
Which symptoms are you seeing?
Select symptoms and click 'Diagnose' to see potential causes and solutions.
This diagnostic tool pinpoints your woodfill clog's likely origin. Accurate diagnosis bypasses frustrating guesswork; it saves precious printing time. Even seasoned makers encounter these filament headaches. Systematic troubleshooting, as this checklist guides, consistently delivers faster, more effective fixes for your workshop.
Identified a potential cause? Excellent. Next, review our detailed articles on specific solutions, like optimal nozzle temperatures or filament drying techniques. Always double-check your woodfill filament storage conditions. Proper, airtight storage prevents many moisture-related issues, a common theme in community discussions. Keep learning. Keep experimenting.
Forging Ahead: Mastering Woodfill Filaments for Clog-Free Printing
Woodfill filament clogs often frustrate makers. This is a known hurdle. These clogs, however, are entirely manageable using proactive measures from fellow creators. Our deep dive into maker discussions reveals this practical truth. You now hold community-vetted techniques, transforming potential setbacks into successful, beautiful prints. This shared knowledge directly empowers your sustainable 3D printing journey.
Your mastery journey continues. Real progress happens. The maker community advances through shared insights and persistent experimentation. So, keep refining your approach to woodfill. Share your discoveries, big or small, with others. MicroSustain Forge champions this collaborative spirit, helping us all forge a more sustainable making future, together.